Pokud jde o konstrukční betonové konstrukce, správné vázání betonářské oceli je jedním z nejkritičtějších kroků, které určují, zda bude konstrukce bezpečně fungovat po celá desetiletí . Ať už pracujete na prefabrikovaných panelech, deskách odlévaných na místě nebo na složitých trámových sestavách, způsob, jakým je výztuž vázána, přímo ovlivňuje přenos zatížení, konzistenci betonového krytu a dlouhodobou životnost. Krátká odpověď: použijte správný spojovací drát, použijte správný vzor spojky pro typ spoje, dodržujte minimální 1,5palcový betonový kryt a vždy spárujte svou vázací práci s kvalitou Příslušenství pro prefabrikovaný beton které jsou navrženy pro konkrétní aplikaci.
Tato příručka jde hluboko do každého aspektu vázání betonářské oceli – od měrek drátu a vázacích nástrojů až po to, jak doplňky, jako jsou barové židle, rozpěrky a mechanické spojky, spolupracují s vaší sestavou výztuže. Pokud specifikujete, vyrábíte nebo kontrolujete železobeton, toto jsou informace, které potřebujete.
Proč je správné vázání armovací oceli důležitější, než si většina lidí myslí
Vazby výztuže nejsou konstrukční v technickém smyslu – nenesou zatížení. Ale drží klec pohromadě během betonování a zabraňují posunutí tyčí při vibracích betonového vibrátoru nebo hmotnosti a toku čerstvého betonu. Špatně zarovnaný pruh o sudý půl palce může snížit účinnou hloubku části paprsku o 5–10 % , což významně snižuje ohybovou kapacitu bez jakékoli viditelné známky problému.
Důsledky se skládají při výrobě prefabrikátů, kde jsou standardem úzké rozměrové tolerance. Prefabrikované panely, mostní nosníky a konstrukční sloupy jsou navrženy s polohami výztuže měřenými na zlomky palce. Uvolněné vazby, které umožňují migraci tyčí dříve, než beton ztuhne, mohou vést k netoleranci součástí, které neprojdou kontrolou kvality – nebo v horším případě projdou kontrolou a nedostatečně fungují v provozu.
Kromě kontroly rozměrů podporují správně uvázané klece konzistentní umístění Příslušenství pro prefabrikovaný beton jako jsou zvedací vložky, kotevní desky, zapuštěné desky a objímky. Toto příslušenství se spoléhá na pevné výztužné klece, aby zůstaly na místě. Špatně uvázaná klec je špatně umístěná vložka, a to znamená problémy v terénu: špatně zarovnané spoje, neadekvátní jmenovité zatížení a nákladná sanace.
Vázací drát: Typy, měřidla a kdy je použít
Nejběžnějším materiálem pro vázání betonářské oceli je žíhaný černý drát, nazývaný také měkký černý drát. Jeho měkkost po žíhání umožňuje jeho pevné zkroucení bez porušení a v suchém prostředí poměrně dobře odolává korozi. Standardní rozsah rozchodu pro vázání výztuží je 16 až 18 AWG (American Wire Měřidlo) , přičemž 16,5 AWG je nejpoužívanější v komerční výstavbě.
Typy vodičů podle aplikace
| Typ drátu | Gauge | Nejlepší aplikace | Poznámky |
| Žíhaný černý drát | 16–18 AWG | Obecné deskové, stěnové, sloupové práce | Nejekonomičtější, široce dostupné |
| Pozinkovaný drát | 16 AWG | Mořské, pobřežní oblasti s vysokou vlhkostí | Vyšší cena, lepší odolnost proti korozi |
| Drát z nerezové oceli | 16–18 AWG | Epoxidem potažené nebo nerezové armovací klece | Zabraňuje galvanické korozi mezi různými kovy |
| Předřezaný vázací drát (cívky) | 16,5 AWG | Automatické vázací nástroje, velkoobjemové práce | Funguje s bateriemi napájenými kravatovými nástroji |
Tabulka 1: Běžné typy vázacích drátů a jejich doporučené aplikace při výrobě armovací oceli
Jeden praktický tip z oboru: nepoužívejte drát, který je pro kombinaci tyčí příliš těžký. Vázání tyčí #4 s drátem 14 AWG vytváří kroucené konce, které vyčnívají do krycí zóny. Twist ocasy musí být vždy ohnuty dovnitř – směrem k tělu klece – aby nemigrovaly na betonový povrch a nezpůsobovaly rezavé skvrny nebo odlupování.
Standardní vzory kravat a kde je aplikovat
V praxi betonářské oceli existuje šest běžně uznávaných vzorů spojů, z nichž každý je vhodný pro konkrétní geometrii spoje nebo konstrukční požadavek. Vědět, co použít, snižuje plýtvání drátem, urychluje výrobu a zajišťuje, že vázání skutečně drží pod silami kladenými na beton.
Kravata Snap Tie
Stahovací spona (nazývaná také jednoduchá spona) je nejrychlejší na provedení a je vhodná pro průsečíky tyčí v plochých deskách a stěnách, kde se tyče kříží pod úhlem 90 stupňů a spoj nebude vystaven silným vibracím. Omotejte drát kolem obou tyčí, překřižte konce a otočte pomocí háčku, dokud nebude přiléhat. Zkušenému železáři to trvá méně než 3 sekundy na remízu. Stahovací spony však nejsou vhodné pro průsečíky v blízkosti konstrukčních spojů nebo v místech, kde musí být tyče drženy přesně – umožňují mírné otáčení pod silou.
Sedlová kravata
Na křižovatkách, které potřebují odolávat většímu pohybu – zejména obruče sloupové klece přivázané ke svislým tyčím – sedlový úvaz ovine drát pod příčnou tyčí a přes horní tyč na obou stranách, než se zkroutí. To vytváří čtyřbodový kontakt, který odolává rotaci tyče mnohem lépe než stahovací páska. Většina specifikací sloupové klece vyžaduje sedlové spojky minimálně na každém třetím průsečíku, jinde jsou povoleny zaskakovací spojky.
Kravata číslo osm
Používá se především tam, kde se tyče kříží v jiných úhlech než 90 stupňů, nebo tam, kde je potřeba obzvláště bezpečný spoj. Drát před kroucením prochází kolem obou tyčí ve vzoru číslo osm. Toto táhlo je také preferováno pro diagonální smykovou výztuž v nosnících a pro táhla v rozích klecí sloupů. Trvá to trochu více drátu a času, ale vytváří znatelně tužší spoj.
Zavinovací a sedlová kravata
Sestavy těžkých klecí – jako jsou ty v krytech mostních pilířů nebo velkých prefabrikovaných trámů – často specifikují ovinovací a sedlové spojky. Drát se zcela ovine kolem spodní tyče, než se přetáhne přes horní tyč a zkroutí. Jedná se o nejbezpečnější vzor ručního spojování a je vyžadován některými specifikacemi DOT pro primární výztuž v mostních prvcích.
Kravata Snap Tie with Kick (Double-Loop)
Variace na stahovací kravatu, kde je drát před zabalením zdvojen. Běžné u základů rohoží, kde jsou tyče velké (č. 8 a více) a jeden drátový pramen by neposkytoval dostatečnou upínací sílu. Zdvojení drátu efektivně zdvojnásobí přídržnou sílu na spoji.
Vázací nástroje: Od ručního háčku po stroje na baterie
Správný vázací nástroj dramaticky zkracuje pracovní dobu. Na velkých komerčních deskách může posádka pomocí baterií napájených automatických vázacích nástrojů dosáhnout 2-3násobek rychlosti vázání posádky používající ruční háky, s konzistentnější těsností kroucení a menší únavou rukou.
Ruční háčky na kravaty
Standardní ruční hák je jednoduchý nástroj s ohnutou tyčí, obvykle 8–10 palců dlouhý. Existují také rychlostní háky s otočným tubusem, které umožňují kroucení drátu otáčením rukojeti spíše než švihnutím zápěstí – výrazně snižují únavu rukou při velkých zakázkách. Ruční háky nevyžadují žádný zdroj energie a fungují za jakýchkoli podmínek, což z nich dělá záložní nástroj ve stísněných nebo nepohodlných prostorách, kam se automatický nástroj nevejde.
Automatické vázací nástroje na baterie
Nástroje od výrobců jako MAX, Makita a DEWALT používají předinstalované drátěné cívky k zabalení a zkroucení kravaty za méně než sekundu. Operátor umístí nástroj na průsečík tyčí a stiskne spoušť – zbytek je automatický. Jediný operátor s automatickým nástrojem může dokončit 200–300 vazeb za hodinu oproti 60–100 za hodinu s ručním hákem. Tyto nástroje jsou skutečným multiplikátorem produktivity u velkých litých desek, výroby prefabrikovaných klecí a základů rohoží.
Svitky drátu pro tyto nástroje se obvykle prodávají jako 50metrové nebo 120metrové role v kalibrech přizpůsobených konkrétnímu modelu nástroje. Vždy ověřte kompatibilitu cívky se značkou nástroje – nesprávné cívky způsobují zaseknutí a plýtvání drátem.
Pneumatické vázací nástroje
Pneumatické vázací nástroje, které jsou méně běžné v severoamerickém stavebnictví, ale široce používané v Japonsku a částech Evropy, jsou rychlejší než možnosti napájené bateriemi a nevyžadují nabíjení. Dobře fungují v závodech na výrobu prefabrikátů, kde je kompresor již na místě. Kompromisem je vzduchová hadice, která omezuje mobilitu ve srovnání s akumulátorovým elektrickým nářadím.
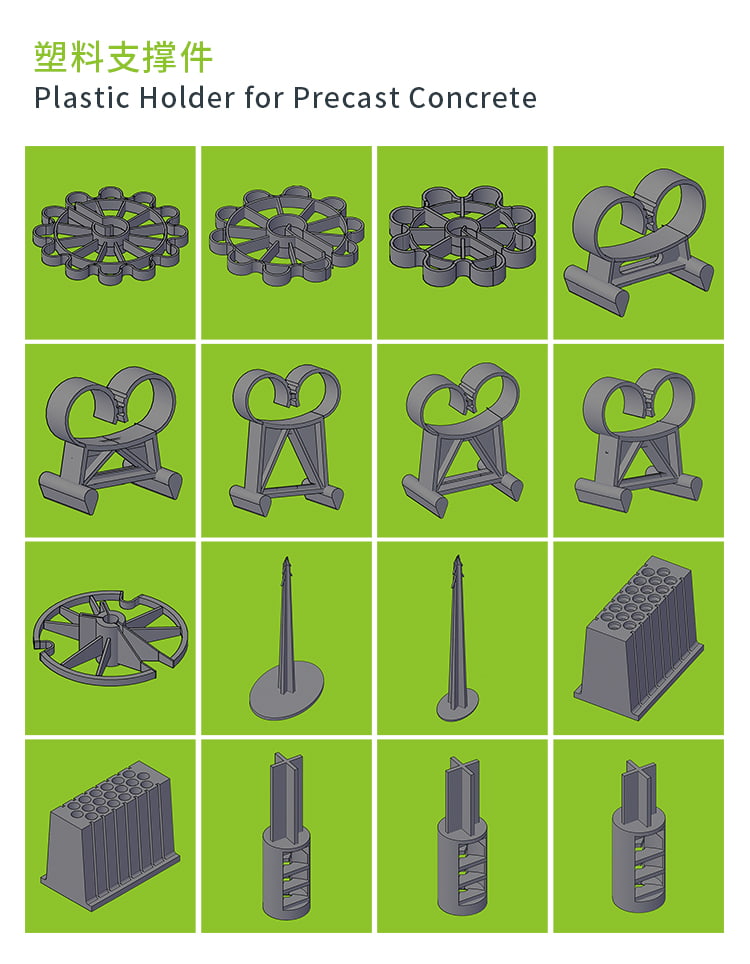
Příslušenství pro prefabrikovaný beton That Work With Your Rebar Cage
Při výrobě betonových prefabrikátů není klec výztuží pouze konstrukční výztuží – je to platforma, na kterou se používají desítky Příslušenství pro prefabrikovaný beton jsou připevněny před litím. Toto příslušenství zahrnuje zvedací vložky, tvarovky, kotevní desky, podpěry elektrických vedení, blokování, objímky a zabudovaný spojovací materiál. Způsob, jakým uvážete výztužnou klec, přímo ovlivňuje, jak přesně je toto příslušenství umístěno.
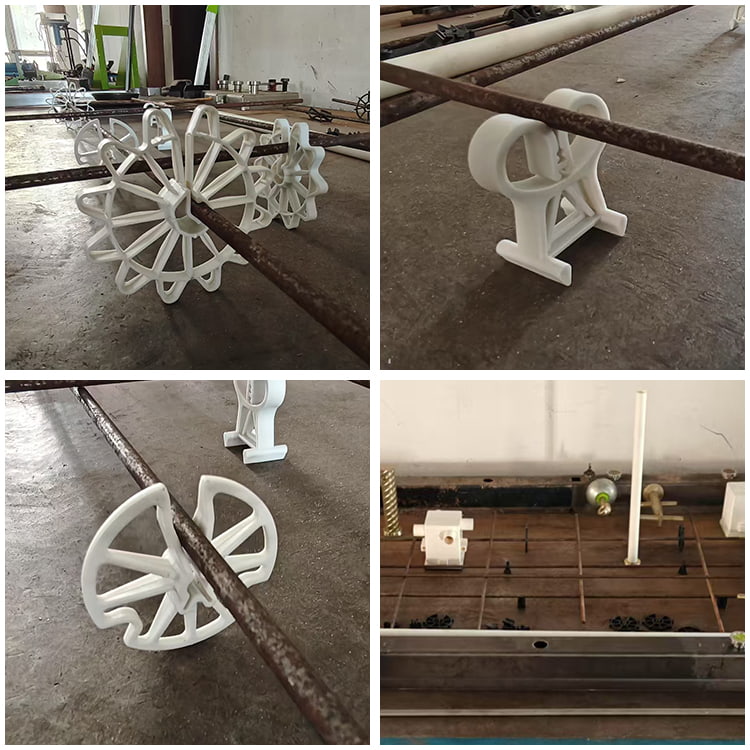
Barové židle a výztužné podložky
Barové židle a distanční podložky patří k nejčastěji používaným Příslušenství pro prefabrikovaný beton . Drží výztužnou klec ve správné výšce nad bedněním (spodní kryt) a dále od svislých čel bednění (boční kryt). Minimální požadavky na krytí betonu podle ACI 318 pro prefabrikáty, které nejsou vystaveny povětrnostním vlivům, jsou typicky 3/4 palce pro desky a stěny a 1,5 palce pro nosníky a sloupy , ale mnoho precasterů specifikuje větší krytí pro odolnost.
- Plastové barové židle: lehké, odolné proti korozi, dostupné ve výškách od 3/4 palce do 4 palců; standardní volba pro většinu prefabrikovaných aplikací
- Židle z betonových bloků: používají se tam, kde by pevnost plastu při bodovém zatížení způsobila proražení židle do měkkého povrchu; často se používá v základových deskách
- Průběžné drátěné distanční vložky: používají se podél délky tyče k udržení bočního krytu stěnových panelů; rychlejší instalace než jednotlivé židle
- Kruhové distanční vložky (koblihy): zaklapněte přímo na lištu, aby bylo zajištěno krytí vytvořených svislých ploch; k dispozici ve standardních přírůstcích krytu 3/4, 1, 1,5, 2 a 3 palce
Zvedací vložky a kotvy
Zvedací vložky jsou jednou z nejkritičtějších kategorií příslušenství pro prefabrikovaný beton. Musí být umístěny přesně v kleci výztuže a bezpečně přivázány k sousedním tyčím, aby se zabránilo rotaci nebo posunutí během lití. Zvedací vložka, která se posune byť jen o jeden palec ze svého určeného umístění, může vypadnout mimo požadovanou zónu ukotvení, což může potenciálně snížit její jmenovitou nosnost o 20–40 % v závislosti na efektech okrajové vzdálenosti.
Typické požadavky na vázání pro zvedací vložky: kotevní nohy vložky jsou přivázány k přilehlé výztuži pomocí stahovacích lanek typu číslo osm nebo ovinovacích a sedlových vazačů – nikoli spon. Výrobci vložek obvykle poskytují instalační příručky určující minimální spojovací body a ty by měly být přísně dodržovány.
Vestavěné desky a spojovací hardware
Ocelové desky, navařené svorníky a konstrukční úhelníky zabudované do prefabrikovaných prvků vyžadují kotevní tyče přivázané přímo k deskovým kotvám a do výztužné klece. Vzor spojky musí být dostatečně tuhý, aby se deska během vibrací neotáčela. Talíře větší než 6 palců čtverečních by měly být svázány minimálně ve čtyřech bodech, s osmičkovými spojkami na každém rohovém čepu.
Mechanické výztužné spojky
Mechanické spojky výztuže – používané na konstrukčních spojích ke spojování tyčí mezi sebou – jsou specializovanou kategorií příslušenství pro prefabrikovaný beton, které přímo spolupracují s procesem vázání. Když jsou spojky instalovány, tyče na každé straně spoje musí být nezávisle přivázány ke kleci, než se spojka našroubuje nebo ztlačí. Spojky certifikované podle ASTM A1034 jsou vyžadovány pro vyvinutí 125 % specifikované meze kluzu spojované tyče v tahu — jsou to skutečné konstrukční prvky, nejen držáky pozic.
Betonový kryt a kontrola: čísla, na kterých záleží
Krytí betonu – vzdálenost od nejbližšího povrchu prutu k vnějšímu povrchu betonu – je primární obranou proti korozi výztuže. Dosažení stanoveného krytí zcela závisí na správně umístěných barových židlích a dobře uvázané kleci výztuže, která se nevychyluje při působení sil při ukládání betonu.
| Typ člena | Expoziční podmínky | Min. Kryt (ACI 318) |
| Deska, stěna, trám | Nevystaveno povětrnostním vlivům | 3/4 palce (19 mm) |
| Paprsek, sloup | Nevystaveno povětrnostním vlivům | 1,5 palce (38 mm) |
| Deska, stěna, trám | Vystaveno počasí (#5 a menší) | 1,5 palce (38 mm) |
| Deska, stěna, trám | Vystaveno počasí (#6 a větší) | 2 palce (50 mm) |
| Paprsek, sloup | Vystaveno počasí | 2 palce (50 mm) |
| Patky (hozené proti zemi) | V kontaktu se zemí | 3 palce (76 mm) |
Tabulka 2: Minimální požadavky na krytí betonu podle ACI 318 pro různé prvky a podmínky expozice
Mezi nejčastější neshody zjištěné inspektory kvality při kontrole patří nedostatečné zakrytí (tyče spočívající na formě bez židlí) a chybějící spojky, které umožňují roztažení tyčí. Průmyslová data od výrobců prefabrikátů naznačují, že až 15 % odmítnutých panelů zahrnuje problémy související s krytím které lze přímo vysledovat k neadekvátnímu rozestupu židlí nebo nesprávnému vázání klece.
Praktický kontrolní seznam pro vázání betonářské oceli:
- Rozteč prutů odpovídá výkresům v rámci tolerance (obvykle /- 1 palec pro desky, /- 3/8 palce pro nosníky)
- Židle nebo rozpěrky jsou přítomny v intervalech specifikovaných na výkresech umístění (obvykle každé 4 stopy u desek)
- Všechny délky spojů překrytí jsou správné a plně svázané přes zónu překrytí
- Konce vázacího drátu jsou ohnuté dovnitř, nevyčnívají směrem k povrchu
- Veškeré vložené příslušenství (vložky, destičky, objímky) jsou přivázány ke kleci v minimálních specifikovaných spojovacích bodech
- Žádné uvolněné vazby – každá svázaná křižovatka pod tlakem rukou drží
Vázání betonářské oceli ve výrobě prefabrikátů: Proces a kontrola kvality
Výroba prefabrikovaného betonu se liší od stavby lité na místě v několika důležitých ohledech, které ovlivňují způsob řízení vázání betonářské oceli. V závodě na výrobu prefabrikátů se klece vyrábějí na vyhrazených jigových stolech nebo horizontálních lůžkách a poté se zvednou do forem pro odlévání. Proces výroby klecí je vysoce systematizovaný a většina závodů používá standardní provozní postupy (SOP), které podrobně specifikují vzory spojů, průřez drátu a umístění příslušenství.
Výroba klecí na bázi přípravků
Ocelové souřadnicové stoly s nastavitelnými dorazy čepů umožňují pracovníkům umístit a uvázat výztužné klece na přesné rozměry před jejich zvednutím do forem. Přípravek zajišťuje správné rozestupy tyčí a celkové rozměry klece před aplikací drátu. V dobře řízeném závodě na výrobu prefabrikátů může výroba klecí na přípravku snížit zmetkovitost o 60–70 % ve srovnání s vázáním ve formě samotné.
Poté, co je klec přivázána k přípravku, je připojeno příslušenství: barové židle jsou přichyceny ke spodním tyčím, zvedací vložky jsou připojeny k určeným místům a veškerý vestavěný hardware je zajištěn. Hotová klec je poté zvednuta jako celek a usazena do formy, kde lze před litím přidat okrajové distanční vložky a další příslušenství.
Dokumentace a sledovatelnost
Výrobci kvalitních prefabrikátů uchovávají dokumentaci, která sleduje každou sestavu klece zpět k výkresům umístění, seznamu tyčí a pracovníkům, kteří ji vyrobili. To není jen dobrá praxe – je to vyžadováno normami, jako je PCI MNL-116 (Příručka pro kontrolu kvality pro závody a výrobu konstrukčních prefabrikovaných betonových výrobků) a mnoha projektovými specifikacemi pro mostní a stavební komponenty.
Když je zjištěna neshoda – řekněme chybějící spojka na zvedací vložce nebo kotevní deska mimo polohu – sledovatelnost dokumentace umožňuje výrobci prozkoumat hlavní příčinu a napravit postup vpřed. Bez něj se stejná chyba opakuje.
Vázaná frekvence ve vysoce produkčním prefabrikátu
Ne každá křižovatka v kleci podložky musí být svázána. Většina specifikací a příručka pro umístění výztužných tyčí CRSI (Concrete Reincing Steel Institute) umožňuje vázání se střídavými průniky v plochých mřížových klecích za předpokladu, že svázané průsečíky nejsou od sebe v žádném směru vzdáleny více než 18 palců. v praxi vázání všech obvodových křižovatek a všech ostatních vnitřních křižovatek vyrábí klec, která drží svou geometrii bez mzdových nákladů na vázání každého jednotlivého křížení.
Kde se toto pravidlo mění: všechny průsečíky do 24 palců od konstrukčního spoje, všechny průsečíky v zóně ukotvení zvedací vložky nebo kotevní desky a všechny průsečíky na přeplátovaných spojích musí být zcela svázány bez přeskakování.
Časté chyby při vázání betonářské oceli a jak se jim vyhnout
Roky pozorování v terénu a údaje z auditu kvality z prefabrikovaných a odlévaných konstrukcí neustále odhalují stejný shluk chyb. Jejich rozpoznání je prvním krokem k jejich odstranění.
Velké klece na zavazování
Na velkých klecích – řekněme 40stopé mostní kleci se stovkami křižovatek – pracovníci někdy přeskakují vazby, aby ušetřili čas. Výsledkem je klec, která se na přípravku jeví jako stabilní, ale při zvednutí jeřábem se roztáhne nebo se posune během vibrací betonu. Jakýkoli pohyb tyče během ukládání betonu je trvalý ; beton uzamkne tyč všude tam, kde se po ztuhnutí usadí. Oprava je standard frekvence vázání vynucený mistrem nebo inspektorem kontroly kvality, který není ponechán na individuálním uvážení.
Vyčnívající drátěné ocasy
Otočný konec vlevo směřující ven k čelu bednění se může během vibrací posunout do vzdálenosti 1/4 palce od povrchu betonu. Jakmile beton ztuhne, ocas zreziví a během prvních několika cyklů zmrazování a rozmrazování obarví povrch. U architektonických prefabrikátů se jedná o vadu povrchové úpravy. U konstrukčních prefabrikátů to ukazuje na špatnou kontrolu kvality. Každý drátěný konec musí být ohnut dovnitř – trvá to jednu sekundu navíc a problém zcela eliminuje.
Nesprávná výška židle
Použití nesprávné výšky barové židle je pozoruhodně běžné na místech, kde se ve stejné oblasti vyrábí více prefabrikovaných prvků s různými požadavky na potah. Nejjednodušším preventivním opatřením je uložení židlí podle výšky do jasně označených zásobníků a ověření výšky židle podle výkresu umístění před zahájením výroby. Špatné čtení 3/4-palcových židlí versus 1,5-palcových židlí není vizuálně zřejmé během rychlého procházení; projeví se pouze při fyzickém měření.
Neadekvátní spojky na místech příslušenství
Jak již bylo zmíněno dříve, zvedací vložky a zapuštěné desky musí být svázány osmičkovými nebo ovinovacími sponami, nikoli sponkami. Stahovací spona na kotevní noze zvedací vložky se může otáčet působením sil kladených betonem. Když beton ztvrdne, vložka může být nakloněna spíše než svisle, což snižuje její efektivní nosnost a může způsobit, že se závitové spojení pro zvedací zařízení zasekne nebo protne.
Ignorování kompatibility barového lakování
Epoxidem potažená armatura vyžaduje kompatibilní spojovací drát, aby se zabránilo galvanické korozi v místě kontaktu. Černě žíhaný drát navázaný na epoxidem potaženou tyč vytváří malý galvanický článek v každém zářezu nebo kontaktním místě v povlaku. Použijte epoxidem potažený nebo pozinkovaný vázací drát s epoxidovou výztuží , jak je specifikováno v ASTM A775 a souvisejících normách. Tento detail je v terénu často přehlížen, ale je výslovně vyžadován ve specifikacích mostních a námořních konstrukcí.
Výběr příslušenství pro prefabrikovaný beton pro dlouhodobý výkon
Výběr prefabrikovaného betonového příslušenství – od barových židlí po zvedací systémy – má přímý vliv na to, jak dlouho bude prefabrikovaná konstrukce fungovat bez údržby. Příslušenství, které po letech provozu koroduje, deformuje se pod zatížením nebo rozměrově selhává, může narušit strukturální integritu jinak dobře stavěných prvků.
Výběr materiálu pro barové židle a distanční podložky
Plastové (polypropylen nebo vysokohustotní polyethylen) barové židle jsou standardem pro většinu prefabrikovaných a odlévaných prací na místě. Jsou chemicky inertní, nekorodují a jsou rozměrově stálé při teplotách, se kterými se setkáváme při zrání betonu. Relevantním problémem u plastových židlí je výkonnost při bodovém zatížení pod těžkou výztuží: Bary č. 11 a větší nebo sdružené skupiny barů mohou rozbít tenkostěnné plastové židle pokud je rozteč židlí příliš široká. Používejte vysoce odolné židle dimenzované pro očekávané zatížení nebo přejděte na židle z ocelového drátu pro velké barové aplikace.
Barové židle z ocelového drátu jsou vhodné pro těžké klece a mohou být širší, aniž by se prohýbaly, ale musí být buď potaženy epoxidem, nebo musí být umístěny s minimálním krytem 1,5 palce nad bedněním – holé ocelové židle na tvarové ploše telegrafují rezavou skvrnu na betonový povrch během několika let.
Nosnost a bezpečnostní faktory zvedací vložky
Zvedací vložky musí být vybrány na základě hmotnosti prefabrikovaného členu, počtu bodů pro zvedání, úhlu zvedacích popruhů a dynamického zatížení působícího během operací zvedání a kývání. Většina výrobců zvedacích vložek vyžaduje a minimální bezpečnostní faktor 4:1 za podmínek statického zatížení , s dynamickými součiniteli 2–3 použitými pro zohlednění rázových zatížení jeřábu.
Interakce mezi zvedacími vložkami a klecí výztuže je kritická. Vložka, která není správně přivázána k sousedním tyčím, nevyvine svou plnou pevnost v ukotvení – schopnost vylomení betonového kužele závisí na tom, zda je vložka držena ve své konstrukční poloze s dostatečnou vzdáleností od okraje a hloubkou uložení. Před zahájením výroby si vždy přečtěte instalační pokyny výrobce ohledně minimálních vzdáleností od okrajů a jiných vložek a ověřte je podle výkresů umístění.
Vestavěný spojovací hardware
Svařovací desky, svorníky a konstrukční úhelníky zapuštěné do prefabrikátů slouží jako spojovací body pro konstrukční ocel postavenou na místě, obkladové systémy nebo sousední prefabrikované prvky. Jejich požadavky na přesnost polohy jsou přísné – tolerance pro montáž na místě pro konstrukční ocelové spoje jsou typicky /- 1/4 palce v půdorysu a pohledu, což znamená, že vložená deska musí dopadnout v rámci této tolerance poté, co jsou všechny výrobní a montážní tolerance naskládány na sebe. Správné přivázání kotevních kolíků nebo kotevních nohou vložených desek k výztužné kleci a pečlivé umístění klece na kalibrované židle je způsob, jak je tato tolerance zachována.
Shrnutí: Nejlepší postupy pro vázání armovací oceli v prefabrikovaných a odlévaných pracích
Základy vázání betonářské oceli nejsou složité, ale vyžadují důslednou pozornost v každém kroku výroby a umístění klece. Zde jsou hlavní poznatky:
- Použijte 16 až 16,5 AWG žíhaný černý drát pro standardní práci; přizpůsobte typ drátu povlaku armatury (galvanizovaný nebo epoxidový drát s potaženými tyčemi)
- Aplikujte sedlové nebo osmičkové spojky na místech s velkým pohybem – obruče sloupové klece, konstrukční spoje, přeplátované spoje a vložené kotevní body příslušenství
- Po zkroucení ohněte všechny konce drátu dovnitř, abyste zabránili migraci směrem k povrchu betonu
- Použijte the correct bar chair height for the specified cover — verify against the placing drawing before fabrication, not after
- Svažte všechny Příslušenství pro prefabrikovaný beton (vložky, destičky, objímky) na výrobcem specifikovaných minimálních spojovacích bodech pomocí osmičkových nebo zavinovacích spojek
- Zvažte bateriově napájené automatické vázací nástroje pro velkoobjemovou práci – zvýšení produktivity a konzistence je značné
- Před umístěním zkontrolujte klece pomocí písemného kontrolního seznamu – kryt, rozteč, délky spojů, pozice příslušenství a vázací ocasy
- Při výrobě prefabrikátů zhotovujte na upínacích stolech a udržujte dokumentaci, která podporuje sledovatelnost a požadavky na audit kvality
Dobře uvázaná klec je v hotové konstrukci neviditelná — což je přesně tak, jak má být. Cílem je beton, který funguje přesně tak, jak byl navržen, s výztuží, která zůstane přesně tam, kde byla umístěna, po celou dobu životnosti konstrukce.