Co vlastně dělá vázací drát v prefabrikovaných betonových konstrukcích
Vázací drát výztuže drží výztužné ocelové klece pohromadě během ukládání a ošetřování betonu. Při výrobě betonových prefabrikátů tato práce nekončí litím – přímo ovlivňuje, zda zvedací systém pro betonový prefabrikát funguje bezpečně, když prvek opustí licí lože. Špatně uvázaná klec se pod vibracemi posouvá, nechává výztuže mimo polohu a snižuje hloubku ukotvení zalitých zvedacích kotev. Výsledkem je zvedací vložka, která neunese své jmenovité zatížení.
Krátká odpověď: vázací drát výztuže je konstrukční podpůrný nástroj, nejen materiál pro domácnost. V závodech na výrobu prefabrikátů, které vyrábějí stěnové panely, dvojité T-kusy, sloupy a nosníky, závisí tloušťka vazného drátu, vzor zkroucení a rozteč spon na to, zda výztužná klec zůstane věrná konstrukčním tolerancím po celý cyklus lití. Klec, která se posune i o 10 mm od své konstrukční polohy, může ohrozit kryt nad zvedací smyčkou a snížit efektivní vytahovací kapacitu o měřitelnou hranici.
Tento článek pokrývá úplný obrázek: typy a specifikace drátů, způsob interakce spojovacího drátu s prefabrikovaným zvedacím hardwarem, praktické vzory spojovacích prvků pro různé geometrie prvků, údaje o zatížení, na kterých záleží na místě, a rámec dodržování předpisů, který řídí výběr drátu a návrh zdvihacího systému.
Typy vázacích drátů a jejich specifikace
Ne všechny spojovací dráty jsou stejné. Rozdíly mezi produkty jsou smysluplné, když pracujete uvnitř prefabrikované formy, kde jsou úzké tolerance a výztužná klec musí držet svou geometrii pod tlakem betonové směsi, která může dosáhnout průtoku několika metrů krychlových za minutu.
Černý žíhaný kravatový drát
Černě žíhaný drát je celosvětově nejrozšířenějším spojovacím drátem. Vyrábí se tažením drátu z nízkouhlíkové oceli a následným žíháním při teplotách mezi 650 °C a 750 °C, aby se obnovila tažnost ztracená během procesu tažení. Proces žíhání zanechává tmavý oxidový povrch – tedy „černý“ – a činí drát dostatečně měkký, aby se dal snadno zkroutit rukou nebo stahovací pistolí bez prasknutí.
Standardní měřidla používaná v prefabrikovaném pracovním rozsahu od 16 gauge (průměr 1,6 mm) až 18 gauge (průměr 1,2 mm) . Pevnost v tahu se typicky pohybuje mezi 350 MPa a 550 MPa. Prodloužení při přetržení je obvykle 20 % nebo vyšší, což umožňuje drátu, aby se čistě ovinul kolem protínajících se tyčí, aniž by se zlomil. Běžně dostupné hmotnosti svitků jsou 1 kg, 5 kg a 25 kg cívky, přičemž 25 kg je standardem pro linky na výrobu prefabrikátů.
Pozinkovaný vázací drát
Pozinkovaný vázací drát nese zinkový povlak aplikovaný žárovým nebo elektrogalvanickým zinkováním. Žárově pozinkovaný drát má tloušťku povlaku 45 až 85 mikronů , zatímco elektrogalvanizovaný drát je tenčí na 5 až 25 mikronů. V betonových prefabrikátech určených pro mořské prostředí, pobřežní stavby nebo infrastrukturu vystavenou rozmrazovacím solím je specifikován galvanizovaný drát, aby se zabránilo vzniku skvrn od rzi, které mohou prosakovat na povrch architektonických prvků.
Pozinkovaný drát je tužší než černý žíhaný drát stejné tloušťky. To není problém pro ruční vázání, ale může způsobit problémy s automatickými vázacími pistolemi, které jsou kalibrovány pro měkčí drát. Operátoři často při přechodu na galvanizovaný drát sníží o jednu velikost – z 16 na 18 – aby byla zachována kompatibilita stroje.
Vázací drát z nerezové oceli
Vázací drát z nerezové oceli třídy 304 a třídy 316 se používá ve speciálních prefabrikovaných aplikacích, kde je kritická dlouhodobá odolnost proti korozi – konstrukce na moři, úpravny vody a prémiové architektonické panely, kde kvalita povrchu musí zůstat bezchybná po celá desetiletí. Nerezový drát je tvrdší než černý žíhaný drát; pevnost v tahu může překročit 700 MPa . Ruční vázání je náročnější a rukavice jsou nezbytné, protože konce drátů jsou ostřejší a odpružení výraznější.
Vázací drát potažený PVC
Drát potažený PVC se příležitostně používá v prefabrikovaných dílech, kde se konec drátu nesmí dotýkat čela formy a zanechávat stopy rzi na exponovaném povrchu prvku. Nátěr poskytuje elektrickou izolaci a zabraňuje přímému kontaktu kov na kov s ocelovým bedněním. Typická tloušťka povlaku je 0,3 mm až 0,5 mm. Jedná se o okrajový produkt, ale stojí za to vědět pro architektonické prefabrikované projekty, kde je povrchová úprava smluvním požadavkem.
| Typ drátu | Průměr (mm) | Pevnost v tahu (MPa) | Prodloužení (%) | Typické použití |
|---|---|---|---|---|
| Černě žíhané | 1,2 – 1,6 | 350–550 | ≥ 20 | Obecné prefabrikáty, konstrukční prvky |
| Pozinkované | 1,2 – 1,6 | 400–600 | 15–20 | Námořní, pobřežní, architektonický prefabrikát |
| Nerezová ocel | 1,0 – 1,6 | 600–800 | 10–15 | Offshore, úprava vody, prémiová architektura |
| Potaženo PVC | 1,2 – 1,6 | 350–500 | ≥ 18 | Architektonické panely s odhaleným povrchem |

Jak se spojuje drát výztuže k a Zvedací systém pro betonové prefabrikáty
Zvedací systém pro betonové prefabrikáty je koordinovaná sada komponent: zalité kotvy nebo smyčky zabudované během výroby, zvedací zařízení, jako jsou spojky nebo třmeny, rozpěrné nosníky a jeřáb nebo kladkostroj, který poskytuje sílu směrem nahoru. To, co je všechny spojuje dohromady – doslova – je výztužná klec, ke které jsou připevněny kotvy. Vázací drát je médium, kterým klec drží svůj tvar až do okamžiku, kdy je kolem kotev nalit beton.
Když se kotevní bod posune z polohy před nebo během lití, následky nejsou kosmetické. Zvedací smyčka, která byla navržena tak, aby seděla v hloubce 80 mm od povrchu a skončila v hloubce 55 mm, ztratila významnou část své vytahovací kapacity. V závislosti na betonové směsi a geometrii prvku to může snížit limit pracovního zatížení o 20 % až 40 % . V 10tunovém prefabrikovaném stěnovém panelu zvednutém čtyřmi kotvami tento druh chyby vytváří skutečné riziko, že jedna nebo více kotev selže při dynamickém zatížení spojeném s zvedáním.
Zalévací zvedací kotvy a jejich požadavky na ukotvení
Nejběžnější zalité kotvy používané ve zvedacím systému pro betonové prefabrikáty jsou:
- Vložky ferule (nástavce s krátkým závitem zalité v jedné rovině s povrchem)
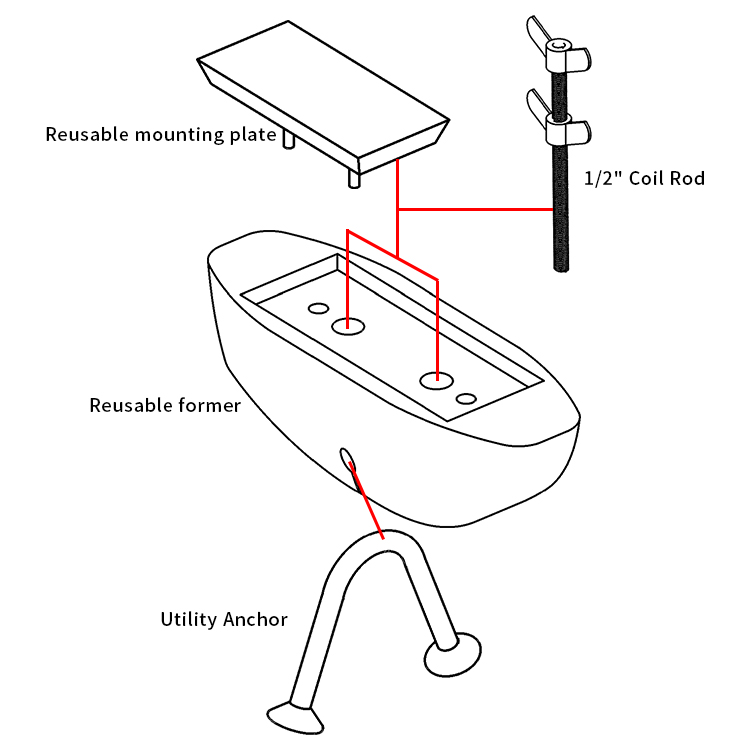
- Vložky cívky (závitové kotvy cívky pro použití s cívkovými šrouby)
- Zvedací smyčky (drátěné nebo výztužné smyčky vyčnívající z horního povrchu)
- Kotvy ploché desky se smykovými pery zapuštěnými do desky
- Otočné talířové kotvy pro vícesměrné zvedání
Každý z nich musí být před litím mechanicky zajištěn k armatuře. Vázací drát výztuže je standardní způsob upevnění. Objímkové vložky jsou obvykle přivázány k přilehlým tyčím svázkou ve tvaru osmičky pomocí černého žíhaného drátu o kalibru 16, obíhající alespoň dvakrát kolem základny vložky a zkroucené, dokud nepřiléhají. Zvedací smyčky jsou uvázány na jejich základně tam, kde smyčka vystupuje z betonu – drát zabraňuje zatlačení smyčky hlouběji tlakem betonu během vibrací.
Výrobci kotev specifikují minimální požadavky na spoje ve své technické dokumentaci. Halfen, Meadow Burke, Pfeifer a Leviat publikují instalační průvodce, které popisují, kolik spojek je potřeba a na kterých místech na těle kotvy. Dodržování těchto pokynů není volitelné – je součástí řetězce záruky a odpovědnosti. Použití nesprávného kalibru drátu, nedostatečný počet zkroucení nebo přeskakování spojek na kotvě zcela ruší certifikaci jmenovité nosnosti kotvy.
Dynamické zatížení během zvedání a proč je důležitá integrita klece
Statická váha je jen částí příběhu. Prefabrikovaný betonový prvek zvednutý jeřábem má dynamické zesílení, které zvyšuje efektivní zatížení každé kotvy. Většina zvedacích systémů pro prefabrikované betonové inženýrské normy používá dynamický faktor 1,3 až 2,0 v závislosti na podmínkách výtahu. 5tunový prvek, který je zvedán na staveništi pomocí jedné kotvy za ideálních podmínek, musí mít tuto kotvu dimenzovanou na minimálně 6,5 tuny, aby splnil dynamický faktor 1,3 – než se použije jakýkoli bezpečnostní faktor.
To znamená, že pohyb klece během lití, způsobený uvolněným nebo chybějícím spojovacím drátem výztuže, může kaskádovitě vést ke scénáři selhání zvedacího systému, i když byla kotva vybrána správně pro vypočítané zatížení. Dobře uvázaná klec není luxus – je to požadavek na dráhu zatížení.
Vzory kravat pro prefabrikované výztužné klece
Způsob, jakým je drát výztuže aplikován na průsečíky výztuže, ovlivňuje tuhost klece, dobu potřebnou k sestavení klece a kvalitu hotové sestavy. Při výrobě betonových prefabrikátů, kde záleží jak na rychlosti, tak na přesnosti, je výběr vzoru kravaty praktickým technickým rozhodnutím, nikoli jen zvykem v terénu.
Jednoduchá kravata (snap kravata)
Snap kravata je nejrychleji realizovatelná. Drát je ovinut diagonálně kolem průsečíku, oba konce jsou zvednuty k sobě a háček nebo kleště je kroutí, dokud se drát nezakousne do sebe. Celkový počet otočení je obvykle dvě až tři plné otáčky. Tato vazba je vhodná pro nekonstrukční vnitřní křižovatky v deskách a stěnách, kde je hlavní funkcí spíše montáž klece než přesné polohové řízení.
Kravata číslo osm
Osmičková nebo sedlová kravata ovine drát ve vzoru čísla osm kolem obou tyčí v průsečíku. To vytváří stabilnější spojení, které odolává rotaci tyčí vůči sobě navzájem. Je to preferovaná kravata kotevní podvazky a pro průsečíky blízko obvodu prefabrikovaného prvku, kde je tlak betonu během lití nejvyšší. Kravata ve tvaru osmičky trvá zhruba o 30 % déle než kravata, ale poskytuje výrazně lepší poziční stabilitu.
Křížová kravata (dvojité ovinutí)
Příčná kravata zdvojnásobí drát kolem průsečíku před zkroucením. To se používá v místech s vysokým zatížením – v rozích, přeplněných oblastech a místech, kde se v blízkosti zvedací kotvy sbíhá několik tyčí. Některé specifikace prefabrikátů vyžadují příčné spoje na každém třetím průsečíku podél obvodových tyčí, aby se zachovala geometrie klece během přepravy sestavené klece ze spojovací stanice do formy. To je důležité pro velké prvky, jako jsou dvojitá odpaliště a stoupačky stadionu, kde může klec před umístěním ujet 20 až 30 metrů jeřábem.
Kravaty na pistole
Automatické spojovací pistole, jako je Max RB441T nebo Makita DTR180, nasazují předem nařezané drátové cívky a dokončují spojení za méně než jednu sekundu na každý průsečík. Ve velkých prefabrikovaných operacích použití vázací pistole zkracuje dobu vázání 60 % až 70 % ve srovnání s ručním vázáním a konzistentní počet zkroucení zlepšuje jednotnost. Omezení spočívá v tom, že kravatové pistole fungují nejlépe na plochých podložkách; v trojrozměrných klecových sestavách s těsnou roztečí tyčí zůstává ruční vázání nezbytné v přeplněných zónách.
| Vzor kravaty | Relativní rychlost | Polohová stabilita | Nejlepší aplikace |
|---|---|---|---|
| Kravata | Rychle | Mírný | Vnitřní průsečíky desek |
| Obrázek-8 | Mírný | Vysoká | Kotevní spojky, obvodové tyče |
| Křížová kravata | Pomalu | Velmi vysoká | Rohy, zvedací kotevní zóny |
| Kravatová pistole | Velmi rychle | Mírný to High | Montáž plochých rohoží, velkosériová výroba |
Zvedací systém pro prefabrikovaný beton: Přehled komponent a jmenovité zatížení
Pochopení zvedacího systému pro betonové prefabrikáty znamená pochopení každého komponentu v řetězci zatížení, od kotvy zalité do betonu až po hák jeřábu nahoře. Každý článek tohoto řetězu musí být dimenzován na stejné minimální zatížení. Slabý článek kdekoli v systému definuje bezpečnou kapacitu systému.
Zalévací kotvy
Zalité kotvy jsou základem každého zvedacího systému pro betonové prefabrikáty. Jejich kapacita závisí na pevnosti betonu v tlaku v době zvedání, hloubce uložení kotvy, vzdálenosti od okraje, vzdálenosti mezi kotvami a úhlu působícího zatížení. Většina výrobců zveřejňuje nosné tabulky pro pevnosti betonu v tlaku 20 MPa, 25 MPa, 30 MPa a 40 MPa. Typická zvedací kotva dimenzovaná na Limit pracovního zatížení 5 tun (WLL) v betonu 30 MPa může být snížena na 3,5 tuny, pokud ke zdvihu dojde, když beton dosáhl pouze 20 MPa.
To je důvod, proč továrny na prefabrikáty vždy před uvolněním prvků ke zvedání zkontrolují pevnost betonu. Nedestruktivní testování pomocí Schmidtova kladiva nebo vytahovací testování doprovodných kostek vytvrzených podél prvku poskytuje údaje o pevnosti potřebné k potvrzení kapacity kotvy.
Zvedací spojky a háky
Zvedací spojky spojují hák jeřábu nebo rozpěrný nosník se zalitou kotvou. U závitových vložek se před zdvihem zapne a uzamkne odpovídající závitová spojka. U zvedacích smyček prochází smyčkou hák nebo třmen. Spojky musí být kompatibilní s kotevním systémem – použití spojky z produktové řady jiného výrobce může snížit jmenovitou kapacitu připojení až o 50 % protože se mění geometrie přenosu zatížení mezi tělesem spojky a kotevní hlavou.
Rozmetací nosníky
Rozpěrné nosníky se používají, když má prefabrikovaný prvek více kotevních bodů a jeřábový hák musí působit svisle, nikoli pod úhlem. Na úhlech popruhu nesmírně záleží: dvounohý popruh v úhlu 60 stupňů mezi nohama zvyšuje zatížení každé nohy o 15 % ve srovnání s vertikální . Při úhlu 120 stupňů každá noha nese více než hmotnost prvku, protože geometrie pracuje proti systému. Rozpěrné nosníky to eliminují tím, že všechny závěsné nohy drží ve svislé poloze.
Pro velké prefabrikované prvky – mostní nosníky přesahující 20 metrů, stadionové stoupačky a velké prefabrikované fasádní panely – lze rozpěrné nosníky vyrobit účelově tak, aby odpovídaly rozmístění kotvy konkrétního typu prvku. Tyto účelové nosníky jsou před uvedením do provozu kalibrovány a testovány zátěží.
Lanové smyčky a řetězové smyčky
Vaky z drátěného lana a řetězové smyčky jsou pružné spojky mezi rozpěrným nosníkem a hákem jeřábu nebo přímo mezi kotvou a hákem u jednodušších výtahů. Oba jsou hodnoceny WLL a podléhají snížení na základě počtu nohou a úhlu závěsu. Při zvedání prefabrikátů, čtyřnohé řetězové smyčky s hlavními články jsou běžné, protože rozdělují zatížení na všechny čtyři kotvy současně a lze je upravit pro asymetrická zatížení.
Výpočet požadované kapacity zvedacího systému pro prefabrikovaný beton
Plánování výtahu pro betonové prefabrikáty je inženýrský úkol, nikoli rozhodnutí na místě. Sekvence výpočtu se řídí definovanou logikou, která začíná hmotností prvku a postupuje vpřed přes dynamické faktory, bezpečnostní faktory a geometrické snížení, aby se dosáhlo minimální jmenovité nosnosti požadované pro každý komponent ve zvedacím systému.
Krok 1: Určete hmotnost prvku
Beton normální hmotnosti má hustotu přibližně 2400 kg/m³ . Lehké betonové směsi používané v některých prefabrikovaných aplikacích mohou mít hmotnost až 1800 kg/m³. Hmotnost prvku se vypočítá z konstrukčních výkresů. Pro stěnový panel o délce 6 m, výšce 3 m a tloušťce 200 mm s použitím normálního betonu: 6 × 3 × 0,2 × 2400 = 8640 kg, neboli přibližně 8,6 tuny.
Krok 2: Aplikujte dynamický faktor
Dynamický faktor zohledňuje síly zrychlení během zdvihu jeřábu, včetně vyzvednutí z licího lůžka a nastavení do polohy. PCI (Precast/Prestressed Concrete Institute) a podobné normy obvykle specifikují dynamický faktor 1.5 pro normální podmínky zvedání v prostředí prefabrikovaného závodu a až 2,0 pro jeřábové výtahy zahrnující horizontální pojezd na dlouhé vzdálenosti nebo výtahy ve větrných podmínkách. Při použití 1,5 na panel o hmotnosti 8,6 tuny vznikne dynamické zatížení 12,9 tuny.
Krok 3: Aplikujte bezpečnostní faktor
Bezpečnostní faktory pro komponenty zdvihacího systému jsou stanoveny normami, jako je EN 13155 (nepevná příslušenství pro zvedání břemen), AS/NZS 4991 a místní předpisy pro jeřáby a takeláže. U zalitých kotev a spojek bezpečnostní faktor 4:1 nad jmenovitou poruchovou zátěží se běžně používá k dosažení WLL. To je již zabudováno do publikované tabulky WLL výrobce kotev, takže úkolem plánovače je zajistit, aby publikovaná WLL překročila dynamické zatížení.
Krok 4: Účet pro počet kotevních bodů a rozložení zátěže
Dynamické zatížení 12,9 tuny je rozloženo mezi všechny aktivní kotevní body. Pokud stěnový panel o hmotnosti 8,6 tuny používá čtyři kotvy uspořádané symetricky, každá kotva teoreticky unese 3,2 tuny. Technika zdvihacího systému však uznává, že dokonalé sdílení zátěže ve čtyřech bodech je nepravděpodobné kvůli tolerancím v umístění kotvy a umístění háku jeřábu. Běžným konzervativním předpokladem je, že pouze tři ze čtyř kotev přenášejí zatížení v jednom okamžiku, což znamená, že každá kotva musí být dimenzována 12,9 / 3 = 4,3 tuny WLL .
Praktická aplikace vázacího drátu kolem zvedacích kotev
Správná aplikace vázacího drátu výztuže kolem zvedacích kotev vyžaduje větší péči než vázání standardních průsečíků tyčí. Kotva je prvek kritický pro zatížení a její poloha vzhledem k povrchu betonu a okolní výztuži musí být přesná.
Postup uvázání vložky objímky
Ochranné vložky jsou válcové nebo kuželové závitové objímky, které jsou odlévány v jedné rovině s povrchem betonu. Obvykle jsou vyrobeny z tvárné litiny nebo oceli a mají k nim přivařenou základní přírubu nebo výztužnou tyč pro ukotvení do betonové hmoty. Postup vázacího drátu pro vložku ferule je:
- Umístěte vložku na správné místo na čele formy a ujistěte se, že otvor závitu je utěsněn pěnovou zátkou, aby se zabránilo vniknutí betonu.
- Protáhněte smyčku 16-gauge černého žíhaného drátu skrz připevnění základny vložky a kolem nejbližší podélné tyče.
- Přidejte druhou smyčku spojovacího drátu kolem nejbližší příčné tyče kolmo k první.
- Oba spoje pevně utáhněte pomocí hákového nástroje – minimálně tři plné otáčky. Uřízněte ocas na 20 mm a ohněte jej naplocho, abyste zabránili kontaktu s plísní.
- Před zahájením lití zkontrolujte, zda je vložka v jedné rovině s čelem formy – ani hrdá, ani zapuštěná.
Postup uvázání zvedací smyčky
Zvedací smyčky jsou vytvořené drátěné nebo výztužné smyčky, které vyčnívají nad horní povrch prefabrikovaného prvku a jsou zaháknuty jeřábovou spojkou nebo třmenem. Jejich zapuštěné nohy musí být svázány, aby se zabránilo vytlačení smyčky dolů během vibrací betonu.
- Umístěte smyčku na místo návrhu tak, aby zapuštěné nohy probíhaly rovnoběžně s hlavními výztužnými tyčemi nebo se přes ně křížily, jak je uvedeno na výkresu návrhu.
- Přivažte každou zapuštěnou nohu k nejbližší výztužné tyči pomocí osmičkového úvazu v minimálně dvou bodech podél každé nohy.
- Pokud má smyčka základní desku nebo rozpěrnou patku, přivažte desku alespoň ke dvěma tyčím pomocí příčných spon.
- Před naléváním se ujistěte, že výška projekce smyčky nad horním povrchem odpovídá výkresu.
Běžné chyby, kterým je třeba se vyhnout
- Použití poddimenzovaného drátu (20 gauge nebo menší) pro kotvení – drát se natahuje pod tlakem vibrací betonu a umožňuje pohyb kotvy.
- Přivázání pouze k jedné tyči, pokud jsou zadány dvě kolmé vazby – jednoosé omezení umožňuje rotaci.
- Překroucení vázacího drátu, dokud nepraskne – zlomený úvaz na kotvě poskytuje nulové omezení a musí být před naléváním vyměněn.
- Ponechání dlouhých drátěných ocasů, které se dotýkají čela formy – vytvářejí povrchové stopy a na architektonických prvcích viditelné skvrny rzi po odformování.
- Přeskakování spon na kotvách, které se ve formě zdají být „stabilní“ – vibrace betonu během zhutňování mohou posunout i zdánlivě stabilní hardware o několik milimetrů.
Normy a shoda pro dráty a prefabrikované zvedací systémy
Jak vázací drát výztuže, tak zvedací systémy pro betonové prefabrikáty se řídí technickými normami. Dodržování těchto norem není u stavebních projektů volitelné – je předpokladem pro pojistné krytí, schválení regulačními orgány a ochranu odpovědnosti výrobce. Příslušné normy se liší podle regionu, ale klíčové reference jsou v souladu s jejich požadavky.
Normy pro spojovací drát výztuže
- ASTM A82 / A82M (USA): Standardní specifikace pro ocelový drát, prostý, pro výztuž do betonu – platí pro drát používaný při výrobě vázacích drátů.
- BS EN 10218 (Evropa): Ocelový drát a výrobky z drátu – obecné zkušební metody zahrnující zkoušení rozměrů a mechanických vlastností.
- GB/T 343 (Čína): Norma pro univerzální ocelový drát s nízkým obsahem uhlíku, široce odkazovaná čínskými výrobci vázacích drátů.
- JIS G 3532 (Japonsko): Nízkouhlíkový ocelový drát, který se vztahuje na drát, ze kterého se vyrábějí produkty z vázacího drátu.
Normy pro zvedací systémy v prefabrikovaných betonech
- EN 13155:2003 A2:2009 : Nepevná příslušenství pro zvedání břemen – bezpečnostní požadavky pro zalité kotvy a zvedací spojky používané v Evropě.
- PCI Design Handbook 8. vydání : Primární reference pro navrhování prefabrikátů a předpjatého betonu v Severní Americe, včetně celé kapitoly o manipulaci, přepravě a montáži, která pokrývá návrh zdvihacích systémů.
- AS 3850 (Austrálie): Standard pro betonovou konstrukci s naklápěním, který zahrnuje požadavky na zvedací vložky, tyče s horním zářezem a minimální pevnost betonu potřebnou před zvednutím.
- OSHA 29 CFR 1926.753 (USA): Zahrnuje použití jeřábů a vrtných jeřábů ve stavebnictví, včetně požadavků na kontrolu lanoví a kvalifikaci obsluhy, které se vztahují na prefabrikované výtahy.
V praxi dokumentace shody pro operaci zvedání prefabrikátů zahrnuje plán zvedání prvku, tabulky WLL výrobce kotev s odkazem na pevnost betonu prvku, kontrolní záznam třetí strany o instalaci kotvy a certifikaci jeřábu a vybavení lanoví. Vázací drát výztuže je součástí tohoto obrázku prostřednictvím protokolu o kontrole klece, který by měl potvrdit, že všechny kotvy byly před litím uvázány podle specifikace.
Odhady spotřeby drátu výztuže pro prefabrikované projekty
Projektoví manažeři a nákupní týmy musí přesně odhadnout spotřebu vázacích drátů, aby se předešlo zpožděním výroby způsobeným nedostatkem materiálu. Spotřeba drátu závisí na rozteči tyčí, průměru tyče, tloušťce prvku a použitém vzoru spojky. Oborové pravidlo pro standardní prefabrikovanou práci je 8 až 12 kg vázacího drátu na tunu betonářské oceli . U těsně rozmístěných klecí v konstrukčních prvcích s malou roztečí tyčí (100 mm středy) může spotřeba dosáhnout 15 kg na tunu.
Zpracovaný příklad: Výroba prefabrikovaných stěnových panelů
Závod na výrobu prefabrikátů, který vyrábí 50 stěnových panelů týdně, z nichž každý obsahuje 180 kg betonářské oceli, spotřebuje 50 × 180 = 9000 kg armatury za týden. Při spotřebě 10 kg vázacího drátu na tunu armatury je týdenní požadavek na vázací drát 90 kg . Ve 25 kg svitcích to jsou přibližně 4 svitky týdně. Většina závodů na výrobu prefabrikátů udržuje 2 až 4týdenní vyrovnávací zásoby, takže stálá zásoba by pro tento objem výroby byla 8 až 16 svitků černě žíhaného drátu o kalibru 16.
Když jsou zavedeny kravatové pistole, spotřeba mírně vzroste, protože stroj aplikuje konzistentní kroucení s definovanou délkou drátu na kravatu a operátor má tendenci uvázat více křižovatek, než by za stejnou dobu udělal ruční vázací pracovník. Plán pro a 10% až 15% nárůst ve spotřebě drátu při přechodu z ručního vázání na provoz vázací pistole.
Kontrolní body kontroly kvality před zvednutím prefabrikovaného prvku
Než jakýkoli prefabrikát opustí licí lože, je nezbytný systematický proces kontroly kvality zahrnující jak drátěnou výztuž, tak komponenty zvedacího systému. Následující kontrolní seznam ukazuje, co používají dobře provozované závody na prefabrikáty před uvolněním prvku ke zvedání.
Před litím betonu
- Všechny zvedací kotvy jsou přivázány ke kleci na specifikovaných místech pomocí specifikovaného průřezu drátu a vzoru vázání.
- Pozice kotev se kontrolují podle konstrukčního výkresu – horizontální a vertikální polohy v toleranci ±5 mm.
- Na všech závitových vložkách jsou nasazeny pěnové zátky nebo plastové krytky.
- Rozpěrky krytu (židle a rozpěrky vázací) jsou instalovány ve správných roztečích, aby byla zachována hloubka krytu nad všemi tyčemi, včetně blízkých upevňovacích bodů zvedacích kotev.
- Kontrola klece podepsaná inspektorem kontroly kvality a zaznamenána.
Po odizolování, Před zvedáním
- Pevnost betonu v tlaku potvrzená zkouškou – je splněna minimální pevnost pro zvedání stanovená výrobcem kotvy.
- Všechny závity kotvy vyčištěny a zkontrolovány – spojky lze zapojit a uzamknout.
- Součásti zvedacího systému (spojky, závěsy, rozpěrný nosník) zkontrolovány a v rámci servisních termínů.
- Potvrzené bezpečné pracovní zatížení jeřábu pro poloměr zdvihu a hmotnost prvku.
- Plán zdvihání zkontrolován a potvrzen operátorem jeřábu a vedoucím lanoví.
Výběr spojovacího drátu výztuže pro různá prefabrikovaná prostředí
Výběr drátu není univerzálním rozhodnutím. Prostředí, ve kterém bude prefabrikovaný prvek sloužit, požadavky na kvalitu povrchu a způsob výroby, to vše ovlivňuje, který typ drátu a průřez je vhodný.
Konstrukční prefabrikáty pro budovy
Standardní sloupy, nosníky, desky a stěnové panely pro budovy v neagresivním prostředí: Černě žíhaný vázací drát 16gauge na 25 kg cívkách. Stahovací spony pro vnitřní křižovatky, osmičkové spojky na obvodových tyčích a kotevních pozicích. Použití vázacích pistolí se doporučuje pro ploché prvky (desky, panely) pro zlepšení rychlosti a konzistence.
Infrastruktura a námořní prefabrikace
Mostní nosníky, námořní blatníky, panely hrází a pobřežní infrastruktura: žárově pozinkovaný drát 16 gauge . Zinkování zabraňuje pronikání rzi přes povrch betonu, což je důležité jak z estetického hlediska, tak i pro dlouhodobou životnost v prostředí s chloridy. Tam, kde se používá nerezová výztuž (vysoce agresivní mořské zóny), je specifikován nerezový vázací drát odpovídající jakosti, aby se zabránilo galvanické korozi v místě kontaktu drátu s tyčí.
Architektonické prefabrikované fasády
Odkryté kamenné panely, fasády z leštěného betonu a nosné prvky ze sklovláknitého betonu (GFRC): drát potažený PVC nebo pozinkovaný drát, s pečlivým vedením drátu. Všechny konce drátu musí směřovat pryč od obnaženého čela a musí být ohnuty na vzdálenost minimálně 15 mm od jakéhokoli čela formy. Některé architektonické specifikace prefabrikátů vyžadují pozitivní kontrolní znamení, že do 25 mm od odlévaného povrchu není žádný holý ocelový drát.
Precast v chladném počasí
Černě žíhaný drát se v chladných podmínkách stává o něco křehčím. Při teplotách pod 0 °C předehřívání cívky drátu nebo práce ve vytápěné licí hale snižuje riziko prasknutí drátu při vázání. Snížení prodloužení při teplotách pod bodem mrazu je mírné – obvykle o 2 % až 4 % nižší než při 20 °C – ale ve velmi chladném klimatu (pod -10 °C) je přechod na drát s vyšší specifikací prodloužení nebo pokles o jednu měrku rozumným opatřením.
Přeprava a manipulace na staveništi: Kde se testuje práce s drátem
Kvalita drátu klece výztuže je testována nejen během zvedání z licího lože, ale během přepravy a montáže na místě. Prefabrikovaný prvek lze před konečnou instalací zvednout až čtyřikrát: vyjmutí z formy, přesun do skladu, naložení na nákladní automobil a konečné umístění. Každý výtah vystavuje zvedací systém pro betonové prefabrikáty dynamickému zatížení. Mezi výtahy je prvek přepravován na valníku nebo podvalníku, kde vibrace vozovky cyklicky zatěžují beton kolem kotevních vložek.
Prvky se špatně uvázanými klecemi, které umožňovaly pohyb klece během odlévání, mohou po přepravě vykazovat praskliny kolem kotevních míst, i když se první zdvih zdál úspěšný. Mikrotrhliny se šíří při cyklickém zatěžování a mohou způsobit vytržení kotvy při zatížení pod jmenovitou WLL. To je důvod, proč dokumentace o kontrole klece putuje s prvkem – pokud je na místě zjištěno poškození, je záznam o kontrole výchozím bodem vyšetřování.
Dodavatelský řetězec prefabrikátů je tak spolehlivý, jak spolehlivý je nejslabší krok kontroly kvality. Práce s drátem na vázání výztuže jsou na počátku tohoto řetězce, ale její účinky se šíří až do konečné instalace. Správné provedení od začátku – správný typ drátu, správný průřez, správný vzor spojky a správné ukotvení kotvy – je nejhospodárnější investicí do kontroly kvality při výrobě betonových prefabrikátů.








