Co je betonová deska s dutým jádrem a proč na tom v moderním stavebnictví záleží
A dutá betonová deska je prefabrikovaný předpjatý betonový prvek s podélnými dutinami – typicky kruhovými nebo oválnými – probíhajícími po jeho délce. Tyto dutiny snižují celkovou hmotnost desky až o 40–50 % ve srovnání s plnou betonovou deskou ekvivalentních rozměrů, přičemž zachovávají vynikající konstrukční vlastnosti v ohybu, smyku a požární odolnosti. Tato kombinace dělá z dutých desek jeden z nejpoužívanějších podlahových systémů v komerčních budovách, vícepodlažních obytných blocích, parkovištích, průmyslových skladech a infrastrukturních projektech po celém světě.
Základní závěr je jasný: betonové desky s dutým jádrem poskytují vynikající poměr pevnosti k hmotnosti, rychlou rychlost instalace a sníženou spotřebu materiálu. Při výrobě v moderním závodě na výrobu prefabrikátů – kde přesné bednění, bednicí magnety a automatizovaná licí lůžka definují kvalitu výroby – tyto desky trvale splňují přísné rozměrové tolerance a náročné konstrukční specifikace. Pochopení toho, jak jsou vyráběny, manipulováno a instalovány, je zásadní pro inženýry, dodavatele a profesionály v oblasti nákupu, kteří hledají nákladově efektivní a vysoce výkonná podlahová řešení.
Jak se vyrábí duté betonové desky
Výroba dutinových betonových desek probíhá téměř výhradně v betonárnách prefabrikátů, za použití jedné ze dvou dominantních metod: procesu extruze (slip-form) nebo procesu mokrého lití. Každý přístup má specifické důsledky pro systém bednění, rozložení výztuže, povrchovou úpravu a roli magnetických upevňovacích prvků.
Metoda vytlačování
Při metodě vytlačování se licí lože dlouhé řady – obvykle o délce 100 m až 150 m – předepíná vysokopevnostními ocelovými lanky před uložením betonu. Po loži se pohybuje vytlačovací stroj a tlačí tuhou betonovou směs s nulovým spadnutím kolem trnů, které tvoří dutá jádra. Stroj se pohybuje rychlostí zhruba 1–2 m za minutu a zanechává za sebou souvislou desku jednotného průřezu. Po vytvrzení pod izolovanými kryty nebo ve vytápěném prostředí je deska řezána diamantem na požadované délky.
Protože samotné licí lože funguje jako primární forma, je úloha samostatných součástí bednění omezená – ale boční bednění, koncové dorazy a zapuštěné vložky jsou stále umístěny pomocí bednicí magnety pro udržení ocelových součástí na místě na povrchu magnetického licího stolu bez vrtání nebo svařování. Tento neinvazivní způsob fixace je ceněn zejména v dlouhé řadě výroby, protože eliminuje poškození drahých ocelových lůžek a umožňuje rychlé přemístění mezi výrobními cykly.
Metoda mokrého lití
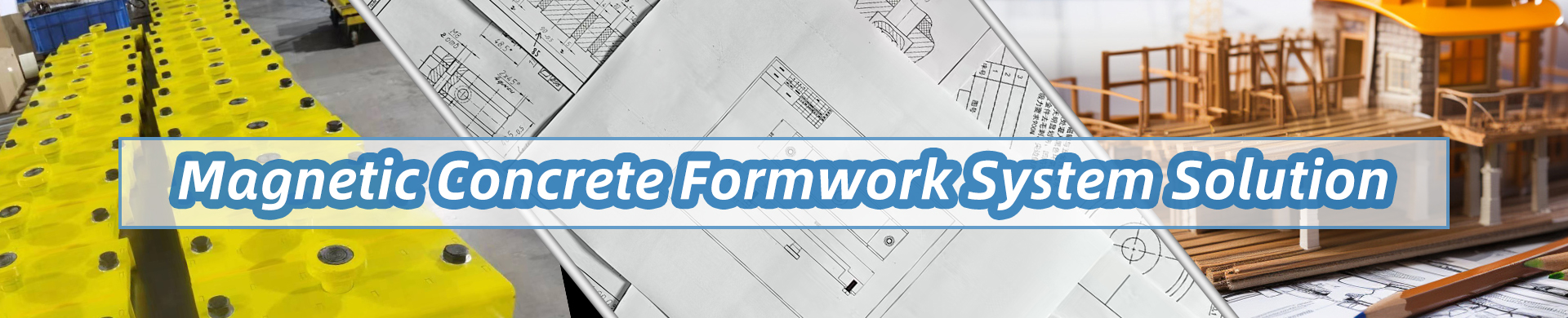
Proces mokrého lití využívá jednotlivé ocelové formy nebo paletové systémy, na kterých jsou sestaveny bednicí prvky. tady bednicí magnety — známé také jako magnetické kotvy bednění nebo magnetické boxy — hrají ústřední a vysoce viditelnou roli. Tato zařízení jsou umístěna na povrchu ocelové palety a přitahují se magnetickou silou, aby udržely boční uzávěry, bloky, vložky a armovací klece v přesné poloze během lití betonu a vibrací. Přídržné síly se pohybují v širokém rozmezí v závislosti na konstrukci magnetu, přičemž běžné jednotky dodávají 600 kg, 900 kg, 1 200 kg nebo dokonce 2 100 kg přídržné síly, zvolené na základě hmotnosti a zatížení vibracemi, kterým musí bednění odolávat.
Schopnost přemístit magnety bednění během několika sekund – pouhým přepnutím aktivační páky pro uvolnění magnetického pole – výrazně zkracuje dobu nastavení ve srovnání se šroubovanými nebo svařovanými kotvami. Ve vysoce výkonném prefabrikovaném závodě vyrábějícím duté desky na karuselu nebo stacionárním paletovém systému se tato rychlost přímo promítá do více výrobních cyklů za směnu a nižších mzdových nákladů na jednotku.
Role bednicích magnetů ve výrobě dutých desek
Magnety závěrky jsou zkonstruovaná upevňovací zařízení, která využívají permanentní neodymové nebo feritové magnety uzavřené v ocelovém pouzdře. Když je aktivován, magnetický obvod se uzavře skrz ocelovou paletu nebo povrch stolu a vytváří silnou přídržnou sílu. Při deaktivaci — otočením páky, která pohybuje vnitřním přídržným magnetem — se okruh otevře a jednotku lze volně zvednout rukou. Žádné zbytky lepidla, žádný poškozený povrch, nejsou potřeba žádné speciální nástroje.
Při výrobě dutých betonových desek mají bednicí magnety několik specifických funkcí:
- Zajištění podélných bočních forem, které definují šířku desky a profil hrany
- Držte koncové uzávěry na místě, abyste určili délku desky a vytvořili povrch povrchu
- Upevnění blokovacích formovačů přes místa jádra, kde jsou vyžadovány otvory pro vedení, sloupy nebo upevnění
- Ukotvení zalitých vložek, jako jsou zvedací smyčky, kotevní kanály, závitová pouzdra a držáky elektrických vedení
- Stabilizace armovacích klecí proti posunutí při vysokofrekvenčních vibracích betonu
Vztah mezi výběrem magnetu bednění a vibrací betonu je zvláště důležitý. Vibrující beton působí na bednění dynamickými silami, které mohou být několikanásobně větší než statická hmotnost. Magnet bednění dimenzovaný na statickou přídržnou sílu 1 200 kg může být vhodný pro formu vážící pouze 80 kg, pokud jsou frekvence a amplitudy vibrací skromné, ale stejný magnet se může ukázat jako nedostatečný při intenzivních vnitřních vibracích. Renomovaní výrobci publikují spolu se statickými hodnotami údaje o držení testované vibracemi a specifikace pouze statické síly je běžnou chybou, která vede k pohybu formy během odlévání.
Typy magnetů a jejich použití
| Typ magnetu | Typická přídržná síla | Primární použití ve výrobě desek | Klíčová výhoda |
|---|---|---|---|
| Standardní krabicový magnet | 600–1 200 kg | Boční formy, koncové dorazy | Cenově výhodné, široce dostupné |
| Odolný magnet na krabici | 1 500–2 100 kg | Těžké ocelové hrany, velké bloky | Vysoká odolnost proti vibracím |
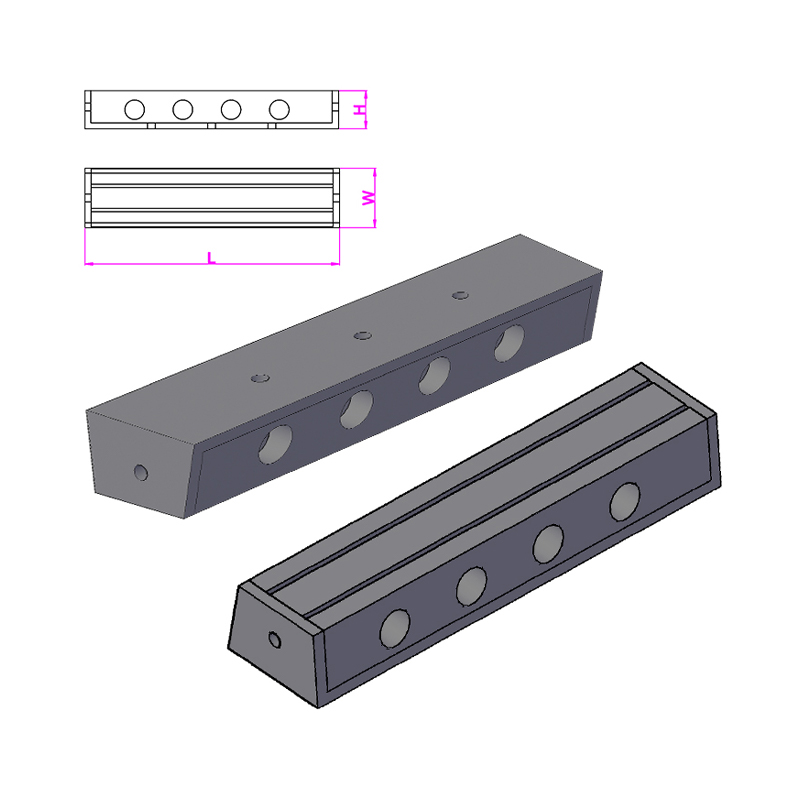
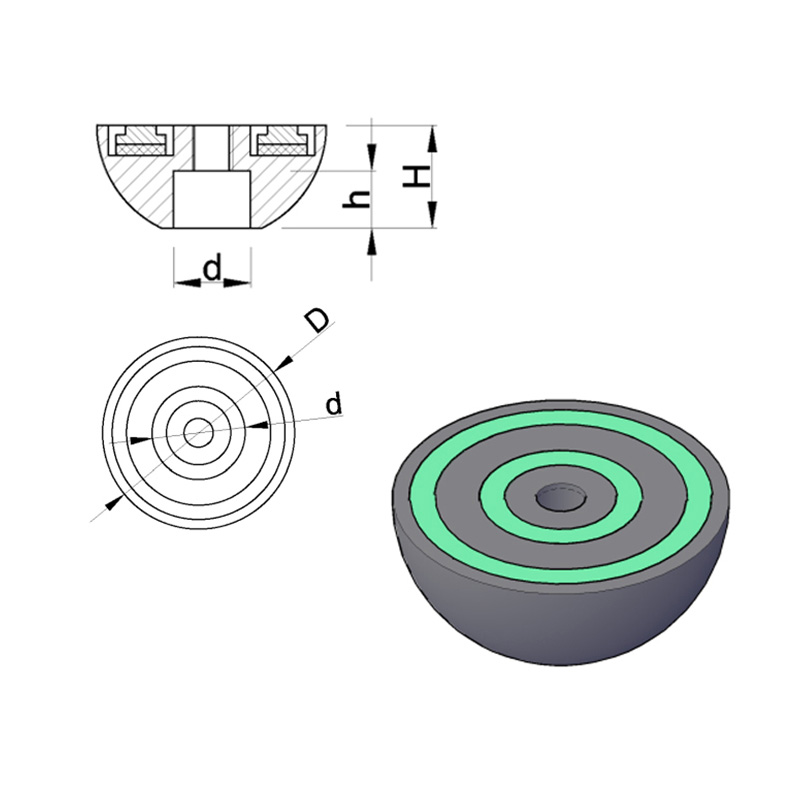
| Vložte magnet (plochý) | 150–400 kg | Kotevní kanály, zvedací zásuvky | Nízký profil, hodí se pod vložky |
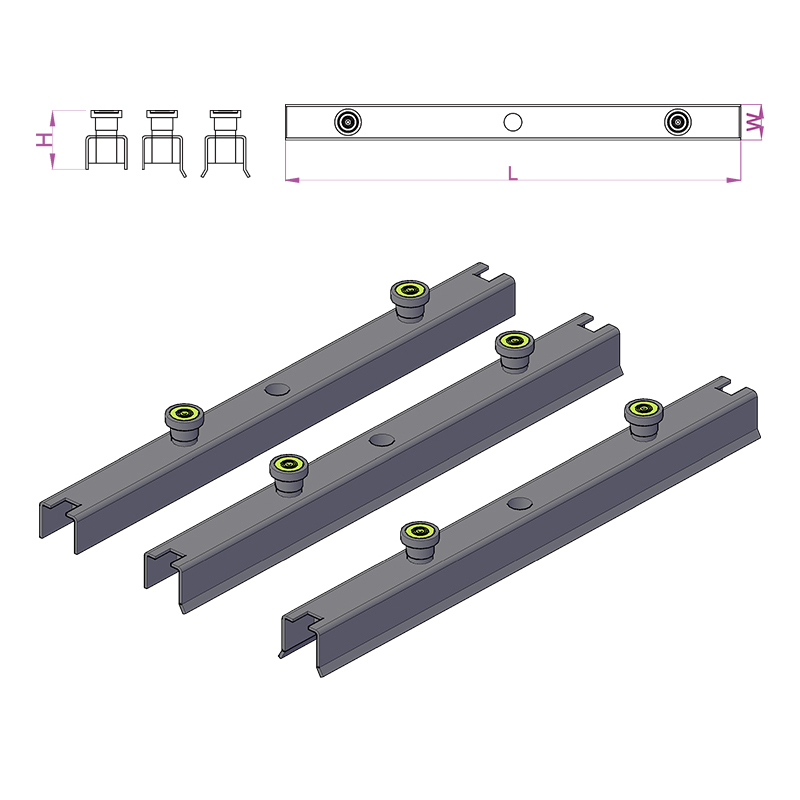
| Magnetický držák zkosení | N/A (poziční) | Pásy pro zkosení hran na podhledu desky | Konzistentní detaily hran |
| Magnetický rohový úhel | Variabilní | 90° křižovatky, blokovací rohy | Eliminuje únik spárovací hmoty v rozích |
Konstrukční vlastnosti dutých betonových desek
Konstrukční chování betonové desky s dutinovým jádrem se řídí úrovní předpětí, jakostí betonu, geometrií jádra a poměrem rozpětí k hloubce. Standardní jednotky s dutým jádrem jsou vyráběny v hloubkách od 150 mm až 500 mm o šířkách typicky 1200 mm. V praxi jsou běžné rozpětí 6 m až 18 m, přičemž dobře navržené hloubkové jednotky dosahují 20 m nebo více za podmínek kontrolovaného zatížení.
Předpětí je aplikováno prostřednictvím předepjatých vysokopevnostních ocelových lan – obvykle s mezí kluzu 1 570 MPa nebo 1 860 MPa – ukotvených k opěrám licího lože před betonováním. Poté, co beton dosáhne požadované přenosové pevnosti (běžně 25–30 MPa krychle), lana se odříznou nebo uvolní a předpínací síla se přenese na betonový profil vazbou. To zavádí efekt zakřivení (vzhůru oblouk), který částečně kompenzuje průhyb při provozním zatížení.
Typický výkon v rozpětí zatížení
| Hloubka desky (mm) | Rozpětí 6 m (kN/m²) | Rozpětí 9 m (kN/m²) | Rozpětí 12 m (kN/m²) | Rozpětí 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3.5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2.5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Tyto obrázky ilustrují, proč jsou duté desky specifikovány pro střední až dlouhá rozpony v kancelářských budovách a parkovištích, kde je standardní zatížení 2,5–5,0 kN/m² a rozpony 9–14 m jsou ekonomicky atraktivní. Předpětí v mnoha případech eliminuje potřebu sekundárních ocelových nosníků, snižuje konstrukční hloubku podlahové zóny a šetří významnou výšku – často 300–500 mm na podlaží – po dobu životnosti vícepodlažního projektu.
Požární odolnost
Dutinkové betonové desky nabízejí vlastní požární odolnost prostřednictvím tepelné hmoty betonu a hloubky krytí předpínacích pramenů. Typicky dosahuje 200 mm deska s 35 mm pokrytím těžiště pásu REI 120 (dvouhodinová požární odolnost konstrukce) při standardní požární expozici. Hlubší jednotky s větším krytím snadno dosahují REI 180 nebo REI 240 a splňují nejnáročnější požadavky na obsazenost bez dodatečné požární ochrany. To je hlavní výhoda oproti ocelovým nebo dřevěným alternativám, které k dosažení ekvivalentních hodnot vyžadují intumescentní nátěry, sprinklerové systémy nebo opláštění.
Systémy bednění a magnetické upevnění v závodě na výrobu prefabrikátů
Kvalita dutinové betonové desky je neoddělitelná od kvality systému bednění použitého k její výrobě. Bez ohledu na to, zda závod používá stacionární paletový systém, rotační karusel nebo licí lůžka na dlouhé lince, přesnost usazení a upevnění bednění určuje rozměrovou přesnost, povrchovou úpravu a konzistenci hotových prvků.
Paletové karuselové systémy
V moderním paletovém karuselu se ocelové palety pohybují přes pevnou sekvenci stanic: čištění, usazování formy, umístění výztuže, lití betonu, vibrace, vytvrzování, vyjímání z formy a přeprava prvků. Celý cyklus obvykle trvá přes 24 hodin, přičemž v oběhu je současně několik palet. Na stanovišti forem obsluha umístí boční formy a vložky pomocí bednicí magnety podle CNC generovaného nebo výkresového rozvržení pro každý prvek. Protože povrch palety je přesně broušený ocelový plech, dosahují magnety konzistentního kontaktu a přídržné síly po celé ploše.
Zvýšení účinnosti z magnetického upevnění bednění v karuselovém systému je značné. Studie evropských výrobců prefabrikátů neustále informují 30–50% zkrácení doby tuhnutí formy ve srovnání se šroubovanými nebo svařovanými kotevními systémy. V závodě vyrábějícím 80–120 palet denně to znamená hodiny ušetřené práce za směnu a měřitelné snížení výrobních nákladů na metr čtvereční desky.
Long-Line licí lože pro extrudované duté jádro
Při dlouhodobém vytlačování plní primární funkci bednění samotné licí lože — plochý, hladký ocelový nebo polymerem potažený povrch, po kterém se extrudér pohybuje. Magnety bednění a související magnetické kotevní systémy se však používají k uchycení:
- Deflektory a deviátory pramenů, které profilují trajektorii předpětí
- Podélné boční kolejnice, které definují šířku desky před spuštěním extruderu
- Formovače blokování jádra, které vytvářejí otvory pro průchody vedení na určených místech
- Výztužné tyče nebo síťovina přidaná na povrch mokrého betonu pro spojení s kompozitní povrchovou vrstvou
Neinvazivní povaha magnetické fixace je ceněna zejména na lůžkách s dlouhými linkami, kde povrch musí zůstat nepoškozený po tisíce výrobních cyklů. Jakékoli povrchové rýhy nebo důlky způsobené vrtáním nebo svařováním se stávají zdrojem prosakování a lepení spárovací hmoty, což zvyšuje sílu při demontáži a povrchové defekty na hotovém stropním podhledu.
Výběr správného magnetu závěrky
Výběr správného magnetu pro bednění pro konkrétní aplikaci výroby dutých desek vyžaduje zvážení několika faktorů, které přesahují pouhé přizpůsobení přídržné síly hmotnosti formy:
- Tloušťka palety nebo stolu: Magnety jsou navrženy pro práci se specifickými tloušťkami oceli (typicky 10–25 mm). Příliš tenký a magnetický obvod je neúplný; příliš tlustý a přídržná síla podstatně klesá.
- Metoda vibrací betonu: Vnější stolní vibrátory vytvářejí vyšší dynamické síly než vnitřní jehlové vibrátory. Magnety v systémech s externími vibracemi vyžadují vyšší jmenovité přídržné síly – často 1,5 až 2 násobek staticky vypočteného požadavku.
- Tlak sladké vody a betonová hlava: Ve vysokých prvcích nebo tam, kde se beton umísťuje rychle, může hydraulický tlak na formy přesáhnout jednoduché výpočty hmotnosti. Magnet musí odolávat jak vertikální zvedací síle, tak bočnímu tlaku.
- Materiál formy a geometrie: Ocelové formy přenášejí magnetickou sílu přímo; hliníkové nebo plastové formy vyžadují ocelové základní desky, které působí jako prostředníci mezi magnetem a neferomagnetickým materiálem formy.
- Operační prostředí: Závody s mostovými jeřáby, elektromotory nebo jinými elektromagnetickými zdroji mohou vyžadovat magnety se stíněným krytem, aby se zabránilo nechtěné deaktivaci nebo rušení.
Přední výrobci – včetně Ratec, Halfen, Sommer a dalších – nabízejí technickou podporu pro výběr magnetů a publikují podrobné technické listy se statickou přídržnou silou, silou testovanou na vibrace, rozsahem provozních teplot a životností cyklu (typicky pro 500 000 až 1 000 000 aktivačních cyklů než vnitřní součásti vyžadují kontrolu).
Doprava, manipulace a montáž dutinkových desek
Po odlití, vytvrzení a rozřezání na požadovanou délku je třeba duté betonové desky zvedat, přepravovat a instalovat opatrně. Předpjatý úsek je optimalizován pro pozitivní ohyb ve směru rozpětí; nesprávná manipulace, která způsobuje negativní ohyb nebo příčné zatížení, může způsobit praskliny na předlisovaném (podhledovém) povrchu – poškození, které je obtížné zjistit a může ohrozit konstrukční vlastnosti.
Požadavky na zvedání a přepravu
Desky s dutým jádrem by měly být zvednuty pomocí účelově navržených svorek nebo uspořádání nosníků a rozpěrek, které působí zatížením v bodech v rámci projektované zvedací zóny – obvykle ne více než L/5 od každého konce, kde L je délka desky. U desek nad 10 m je standardním postupem pro řízení ohybových momentů tříbodový nebo čtyřbodový zdvih pomocí rozpěrného nosníku.
Na místě se desky instalují jeřábem přímo na nosné trámy, stěny nebo konzoly. Délka ložiska na každém konci musí splňovat minimální požadavky – obvykle 75 mm na ocelových nebo prefabrikovaných betonových podpěrách a 100 mm na zdivu nebo betonu na místě — pro zajištění dostatečného přenosu zatížení a zabránění odlupování konců při provozním zatížení. Neoprénové nebo maltové ložiskové podložky se používají k rozložení kontaktního napětí a přizpůsobení rozměrovým tolerancím.
Injektáže podélných spár
Sousední dutinové desky v podlaze jsou spojeny injektáží podélných spár mezi jednotkami. Injektážní hmota – typicky směs portlandského cementu s nízkým poměrem vody a cementu – vyplní kónickou spáru nebo spáru s perem a po vytvrdnutí přenáší horizontální smyk mezi jednotkami, což umožňuje podlaze působit jako membrána. Při seismickém návrhu je toto působení membrány rozhodující pro distribuci bočních sil do vertikálního konstrukčního systému. Injektážní hmota je často vyztužena podélnými spojovacími tyčemi umístěnými v otevřených jádrech na okrajích a zalitými, čímž je zajištěna kontinuita vyztužení napříč spojem.
Přesnost podélného spoje závisí částečně na tom, jak přesně byl tvar hrany držen během lití – další bod, kde bednicí magnety a související magnetické upevňovací příslušenství přímo ovlivňují kvalitu instalované podlahy. Forma, která se během lití posunula i o 3–5 mm, může vytvořit geometrii spoje, kterou je obtížné plně spárovat a zanechávat dutiny, které snižují přenos smyku a odolnost proti vodě.
Betonová poleva na místě
Mnoho podlah s dutým jádrem je specifikováno se strukturálním betonem na místě, typicky o tloušťce 50–75 mm, nalitým přes prefabrikované jednotky po instalaci. Tato zálivka slouží k několika účelům:
- Vyrovnává povrch podlahy a kompenzuje rozdílné prohnutí mezi sousedními deskami
- Spojením všech jednotek spojitou vyztuženou deskou vytváří robustní membránu
- Umožňuje integraci podlahového potěru, podlahového vytápění nebo rozvodů v rámci hloubky krycí vrstvy
- Při kombinovaném návrhu zvyšuje konstrukční hloubku a nosnost podlahy
Horní povrch desek s dutým jádrem vyrobených extruzí je záměrně ponechán drsný – proces extruze zanechává zvlněnou nebo pruhovanou texturu, která poskytuje mechanické spojení vrchní vrstvy. Jednotky odlévané za mokra vyžadují přípravu povrchu (typicky otryskání nebo mechanickou vertikutaci), aby bylo dosaženo ekvivalentní pevnosti spoje, což zvyšuje výrobní krok a související náklady.
Udržitelnost a materiálová účinnost dutých betonových desek
Stavebnictví čelí rostoucímu tlaku na snižování spotřeby uhlíku a materiálů. Dutinkové betonové desky jsou v porovnání s alternativními podlahovými systémy příznivé v několika metrikách udržitelnosti, zejména pokud se vezme v úvahu celý životní cyklus.
Snížený objem betonu a oceli
Odstraněním betonu z jádrové zóny – kde jen málo přispívá k odolnosti v ohybu – se využívá výroba dutých jader O 30–45 % méně betonu na metr čtvereční než ekvivalentní plná deska při stejném rozpětí a nosnosti. Použití vysokopevnostní předpínací oceli (1 860 MPa) místo konvenční výztuže z měkké oceli (500 MPa) znamená, že se také výrazně sníží celková hmotnost oceli na jednotku plochy: dutá deska může spotřebovat pouze 2–4 kg/m² předpínacího pramene, ve srovnání s 8–15 kg/m² výztužné desky navržené pro konvenční vyztuženou tyč v konvenční výztuži.
Tato redukce materiálu přímo snižuje obsažený uhlík v podlahové konstrukci. Průmyslové údaje naznačují, že typická deska s dutým jádrem 265 mm má vtělený uhlík přibližně 100–130 kg CO₂e/m² ve srovnání se 160–200 kg CO₂e/m² u pevné ploché desky na místě s podobnou strukturní schopností.
Tovární výroba a snižování odpadu
Tovární výroba za kontrolovaných podmínek minimalizuje plýtvání materiálem z nadměrného objednávání, rozlití a přepracování. Betonový odpad v dobře řízeném závodě na výrobu prefabrikátů obvykle tvoří 1–3 % objemu výroby ve srovnání s 5–10 % nebo více na konvenčním místě in-situ. Použití bednících magnetů a opakovaně použitelných ocelových forem dále snižuje odpad z bednění; vysoce kvalitní ocelová forma použitá s magnetickým ukotvením může být znovu použita pro tisíce výrobních cyklů, zatímco dřevěné bednění na místě je obvykle vyřazeno po několika použitích.
Úvahy o konci životnosti
Na konci životnosti lze duté betonové desky rozbít a recyklovat jako kamenivo pro silniční podklad, výplňový materiál nebo – v pokročilejších recyklačních tocích – znovu zpracovat na betonové kamenivo. Předpínací pramen může být znovuzískán a recyklován jako ocelový odpad. Ani jeden proces není dokonalý a část vtěleného uhlíku se ztrácí při demolici a přepravě, ale relativní jednoduchost materiálového složení (beton plus ocel) činí desky s dutým jádrem recyklovatelnější než kompozitní systémy zahrnující vícenásobné lepené materiály.
Běžné aplikace a příklady projektů
Dutinkové betonové desky jsou určeny pro širokou škálu typů budov a infrastrukturních aplikací. Jejich všestrannost vyplývá ze široké škály dostupných hloubek, schopnosti pojmout instalační prostupy a zalité upevnění (umístěné přesně pomocí magnetických kotev do bednění při výrobě) a jejich kompatibility s různými nosnými konstrukcemi.
Vícepodlažní obytné budovy
V bytové výstavbě jsou 200–265 mm dutinové desky s roztečí 5–9 m mezi nosnými stěnami nebo trámy standardní specifikací v Nizozemsku, Skandinávii, střední Evropě a Velké Británii. 15patrový bytový dům s prefabrikovanými dutými podlahami může být vodotěsný za 8–12 týdnů od přízemí, ve srovnání s 20–30 týdny u ekvivalentní betonové konstrukce na místě. Pravidelný půdorys bytových domů obzvláště dobře vyhovuje jednotné šířce a standardnímu rozsahu rozpětí dutých jednotek.
Komerční kancelářské budovy
Kancelářské budovy vyžadují delší rozpony pro flexibilitu otevřeného plánu, obvykle 9–14 m. Desky s hlubokým jádrem (320–400 mm) s vysokými úrovněmi předpětí jsou navrženy tak, aby přenesly užitná zatížení 3,5–5,0 kN/m² v těchto rozpětích bez sekundárních nosníků. Odkrytý podhled dutých desek – přirozeně plochý a hladký z procesu vytlačování nebo lití za mokra – je stále více viditelný jako konstrukční prvek, čímž se vyhnete nákladům na zavěšené stropy a získáte výhody tepelné hmoty, které snižují špičkové chladicí zatížení o 15–25 % v dobře navržených přirozeně větraných budovách nebo budovách se smíšeným režimem.
Parkoviště
Vícepodlažní parkoviště jsou jedním z nejnáročnějších prostředí pro betonové prefabrikáty: běžná jsou rozpětí 15–18 m, koncentrované zatížení kol může dosahovat 30–60 kN na nápravu a konstrukce je vystavena rozmrazovacím solím, cyklům zmrazování a rozmrazování a vlhkosti. Dutinkové desky v aplikacích na parkovištích jsou typicky Hloubka 400-500 mm , vyrobené s vysokými třídami betonu (C50/60 nebo vyšší) a nízkým poměrem voda-cement pro maximalizaci trvanlivosti. Tenké stojiny mezi jádry vyžadují pečlivý návrh betonové směsi – nízkou maximální velikost kameniva, přiměřenou zpracovatelnost – a přesné zhutnění, které je usnadněno kontrolovaným výrobním prostředím a systémy kontroly kvality závodu na výrobu prefabrikátů.
Průmyslové a skladové budovy
Sklady, distribuční centra a výrobní závody používají duté desky v mezipatrech, vyvýšených nakládacích docích a na zemi podepřených podlahách na pilotách. V těchto aplikacích možnost předinstalace zalitých zvedacích zásuvek, kotevních kanálů pro regálové systémy a elektrického vedení – vše umístěné pomocí magnetických kotev pro bednění během výroby – výrazně snižuje náklady na upevnění na místě a riziko programu.
Kontrola kvality a normy pro betonové desky s dutinkovým jádrem
Dutinkové betonové desky vyrobené v Evropě musí vyhovovat EN 1168:2005 A3:2011 — harmonizovaná výrobková norma pro prefabrikované betonové dutinové desky. Tato norma specifikuje požadavky na konstrukční odolnost, požární odolnost, nebezpečné látky, rozměrové tolerance a akustické vlastnosti spolu s požadavky na tovární kontrolu výroby, testování a označení CE.
Klíčové rozměrové tolerance podle EN 1168 zahrnují:
- Délka: ±20 mm pro desky do 6 m; ±0,3 % délky pro desky nad 6 m
- Šířka: ±5 mm
- Hloubka: ±5 mm
- Přímost: ≤L/600, maximálně 20 mm
- Pravoúhlost konců: ≤10 mm
- Převýšení: 15/−5 mm pro desky do 12 m
Dosažení těchto tolerancí trvale závisí na kvalitě celého výrobního řetězce – od návrhu směsi a dávkování betonu, přes přesnost napínání pásu až po usazení bednění a kontrolu po lití. Použití bednících magnetů a souvisejících magnetických polohovacích systémů přispívá k rozměrové přesnosti tím, že eliminuje polohový posun, ke kterému dochází u konvenčních šroubovaných tvarů při vibracích, a umožňuje rychlé a přesné přemístění při změně nastavení.
Kromě rozměrových tolerancí vyžaduje EN 1168 a podpůrné konstrukční normy Eurocode (EN 1992-1-1, EN 1992-1-2) podrobné strukturální ověření zahrnující ohyb, smyk, proražení, ukotvení na konci a požární odolnost. Proces návrhu podlahy s dutým jádrem zahrnuje určení maximálního rozpětí pro požadované zatížení, výběr vhodné hloubky desky a uspořádání pramenů z tabulek zatížení výrobce, kontrolu délky uložení, ověření působení membrány injektované podlahy a koordinaci servisních prostupů se statikem.
Porovnání dutinových desek s alternativními podlahovými systémy
Volba mezi dutými betonovými deskami a konkurenčními podlahovými systémy vyžaduje zvážení konstrukčního výkonu, rychlosti programu, nákladů, udržitelnosti a omezení na místě. Žádný jednotlivý systém nezvítězí v každém kritériu, ale duté desky mají jasné výhody ve specifických scénářích.
| Kritérium | Dutá deska | Plochá deska na místě | Kompozitní ocelová paluba | Pevná prefabrikovaná deska |
|---|---|---|---|---|
| Typický rozsah rozpětí | 6–20 m | 5–12 m | 3–9 m (paluba) nosníky | 3–7 m |
| Hmotnost (vlastní) | Nízká – Střední | Vysoká | Nízká – Střední | Vysoká |
| Rychlost instalace | Velmi rychle | Pomalé (bednění, ošetření) | Rychle | Rychle |
| Požární odolnost (žádná další ochrana) | REI 60–240 | REI 60–180 | Typicky REI 30–60 | REI 60–180 |
| Účinnost materiálu | Vysoká | Nízká | Střední | Nízká |
| Akustický výkon | Dobrý (s potěrem) | Dobře | Spravedlivé (vyžaduje léčbu) | Dobře |
| Integrace služeb | Střední (cores usable) | Vysoká (flexible) | Vysoká | Nízká |
Samotná jádra nabízejí užitečnou výhodu pro technické vybavení budov: v některých konstrukčních přístupech se podélné dutiny používají jako vzduchové kanály pro vytápění, chlazení nebo ventilaci, procházející upraveným vzduchem přes desku, aby obsluhovaly obsazený prostor a využívaly tepelnou hmotu betonu pro temperování. Tento přístup tepelně aktivovaného systému budov (TABS) byl implementován v mnoha kancelářských projektech ve střední Evropě s měřitelným snížením špičkové potřeby chlazení až 30–40 % ve srovnání s konvenčními systémy na straně vzduchu.
Praktické úvahy pro specifikátory a dodavatele
Specifikace nebo pořízení dutých betonových desek vyžaduje spolupráci s výrobcem v rané fázi procesu navrhování. Na rozdíl od betonu na místě, který lze upravit na místě, jsou desky s dutinkovým jádrem rozměrově fixovány v továrně. Změny po výrobě — výřezy, dodatečné upevnění, úpravy výztuže — jsou technicky možné, ale nákladné a časově náročné. Získání toku informací přímo ve fázi návrhu je zásadní.
Informace požadované ve fázi návrhu
- Konstrukční zatížení: vlastní tíha, navrstvená mrtvá (potěr, příčky, povrchové úpravy), vynucená (kategorie obsazení) a jakákoli koncentrovaná zatížení od zařízení, skladu nebo upevnění obkladu
- Jasné rozpětí a podmínky uložení u každé podpory, včetně jakýchkoli neparalelních podpor nebo zkosené geometrie
- Třída požární odolnosti požadovaná pro podlahovou zónu
- Umístění, velikost a orámování všech instalačních prostupů, včetně MEP objímek, drenážních trubek, konstrukčních sloupů procházejících podlahou a otvorů výtahových šachet
- Potřebné zalité upevnění: kotevní kanály, zvedací objímky, stahovací šrouby, potrubní pahýly – to vše se umístí pomocí magnetických kotev pro bednění a zalije se během tovární výroby
- Požadavky na akustický výkon, zejména u rezidenčních nebo smíšených projektů, kde nárazy a zvuk přenášený vzduchem musí splňovat regulační normy
- Meze průhybu a očekávání prohnutí, zejména tam, kde budou křehké povrchové úpravy (dlaždice, teraco) aplikovány přímo na povrch desky
Koordinace místa instalace
Instalace dutinových desek na místě vyžaduje koordinaci kapacity jeřábu, přístupových tras, dočasného podepření (pokud to vyžaduje konstrukční návrh) a pořadí injektáží, zásypů a konstrukčních detailů napojení. Kapacita jeřábu je často kritickým omezením : 400 mm dutinová deska 12 m dlouhá a 1,2 m široká váží přibližně 5 000–5 500 kg. Na omezeném městském místě, kde dosah jeřábu snižuje nosnost, to může vyžadovat zkrácení délky desky nebo specifikaci lehčí jednotky – rozhodnutí, které se vrací zpět k návrhu rozpětí, zatížení a nosné konstrukce.
Spárování by se mělo přesně řídit specifikací výrobce. Použití spárovací hmoty, která je příliš vlhká, vytváří porézní, slabý spoj náchylný k praskání; příliš suchý a nemusí zcela vyplnit profil kuželové spáry a zanechat mezery. Spárování na velkých podlahových plochách by mělo být plánováno jako nepřetržitý provoz, s odpovídajícím personálem a kapacitou míchání, aby se předešlo studeným spojům v rámci jednoho spoje.
Kontroly po instalaci
Po instalaci a spárování by měla být dokončena dutinová podlaha zkontrolována z hlediska:
- Diferenciální prohnutí mezi sousedními jednotkami – přijatelné v rozmezí ±5 mm bez překrytí; je-li větší, může být zapotřebí další hloubka potěru k dosažení rovného povrchu
- Úplnost spáry ve všech podélných a příčných spárách
- Přiměřenost koncového ložiska u všech podpor
- Stav zalitých vložek – jakékoli poškozené nebo nesprávně umístěné vložky by měly být nahlášeny a opraveny před aplikací vrchní vrstvy nebo povrchové úpravy
- Absence poškození při manipulaci: praskání na koncích desek, odlupování v oblastech ložisek nebo podélné praskání ve stojinách, které mohou naznačovat poškození při přepravě nebo montáži
Inovace v technologii dutých desek a v systémech magnetického bednění
Odvětví prefabrikovaného betonu pokračuje ve vývoji jak výrobků z dutých desek, tak výrobních systémů používaných k jejich výrobě. Pro ty, kdo činí dlouhodobá rozhodnutí o investicích do infrastruktury, stojí za zmínku několik oblastí aktivního rozvoje.
Vysoce výkonný beton ve výrobě dutých jader
Výzkum ultra-vysokohodnotného betonu (UHPC) pro duté jádro probíhá v několika evropských a asijských výzkumných programech. Směsi UHPC s pevností v tlaku 150–200 MPa umožňují další snížení tloušťky pásu, snížení vlastní hmotnosti při zachování smykové kapacity. Výrobní problém spočívá v tom, že UHPC není kompatibilní se standardním vytlačovacím zařízením – vyztužení vláken a viskozita směsi vyžadují upravené metody odlévání – a role bednicí magnety and precision magnetic formwork systems při umísťování tenčích forem s vyšší přesností se stává ještě důležitější.
Automatizace a robotika v nastavení bednění
Několik výrobců prefabrikovaných zařízení nyní nabízí robotické systémy pro usazování bednění, které čtou rozvržení prvků z BIM modelu a automaticky umísťují boční formy, koncové dorazy a vložky na povrch palety. Tyto systémy obvykle používají portálové roboty s kamerovým systémem pro vybírání a umísťování součástí bednění bednicí magnety jako konečný upevňovací mechanismus – robot umístí formu a aktivuje se magnetická kotva, která ji uzamkne na místě. První uživatelé těchto systémů uvádějí přesnost nastavení formy ±1–2 mm a doby cyklů hluboko pod ručním nastavením, s konzistentní kvalitou a sníženou únavou obsluhy.
Digitální integrace a chytrá výroba
Moderní závody na výrobu prefabrikátů stále více integrují technologii digitálního dvojčete – virtuální model výrobní úrovně v reálném čase – se systémy kontroly kvality, řízením zásob a logistikou. Každému prvku je v místě výroby přiřazen jedinečný QR kód nebo RFID tag, který spojuje jeho digitální záznam s konkrétní šarží betonu, šarží provazce, polohou vložek upevněnou magnetem a výsledky kontroly rozměrů. Tuto sledovatelnost stále více požadují hlavní dodavatelé a klienti u složitých projektů, kde je vyžadována strukturální odpovědnost po dobu projektované životnosti budovy 50–100 let.
Přesnost magnetického upevnění bednění – v kombinaci s laserovou kontrolou kvality hotového prvku před expedicí – tvoří součást tohoto digitálního řetězce kvality. Deska, která projde všemi kontrolami rozměrů, záznamy pevnosti betonu a vizuální kontrolou, je odeslána s úplným záznamem o výrobě přístupným pomocí QR skenu na místě, což umožňuje statikovi nebo vlastníkovi budovy ověřit shodu, aniž by se spoléhalo pouze na papírové certifikáty.








