Co vlastně zkosená hrana dělá – a proč je výběr materiálu důležitý
Zkosené lemování se týká zkoseného nebo šikmého přechodu aplikovaného na okraj povrchu, panelu, desky nebo profilu. Namísto ponechání surového 90stupňového rohu odkrytého, zkosení tento roh odřízne pod úhlem – obvykle 45 stupňů – čímž vznikne povrch, který je bezpečnější na dotek, snáze se čistí a je odolnější vůči odštípnutí nebo delaminaci. Ve stavebních, výrobních a dokončovacích pracích není rozdíl mezi zkosenou hranou a hranou se čtvercovým řezem pouze kosmetický. Správně provedené zkosení může prodloužit životnost hrany o 30–50 % v prostředí s vysokým provozem odstraněním bodu koncentrace napětí, který vytvářejí čtvercové rohy.
Materiál použitý k výrobě nebo ochraně tohoto zkosení určuje vše ostatní: jak dlouho vydrží, jak reaguje na náraz a vlhkost, zda jej lze přemístit nebo upravit a kolik to stojí během celého životního cyklu projektu. Pevné hliníkové nebo PVC zkosené lišty dominují trhu po desetiletí, ale Gumové magnetické zkosení systémy získaly významnou trakci v betonovém bednění, instalaci dlaždic a architektonické úpravě, protože řeší problémy, které tuhé profily prostě nemohou – konkrétně přilnavost bez spojovacích prvků, udržení tvaru pod tlakem a snadné odstranění bez poškození povrchu.
Tato příručka pokrývá mechaniku zkosených hran, dostupné kategorie materiálů, jejich reálná data o výkonu a konkrétní scénáře, kde má každá možnost smysl. Pokud právě teď určujete lemování pro projekt, závěry jsou v horní části každé části.
Geometrie zkosení: Úhly, hloubky a kompatibilita povrchu
Ne všechna zkosení jsou stejná. Úhel a hloubka úkosu přímo interagují s materiálem substrátu, zatížení, které bude hrana nést, a požadovaný vzhled. Pochopení geometrie před výběrem hranovacího produktu zabrání nákladným přepracováním.
Standardní úhly zkosení používané v praxi
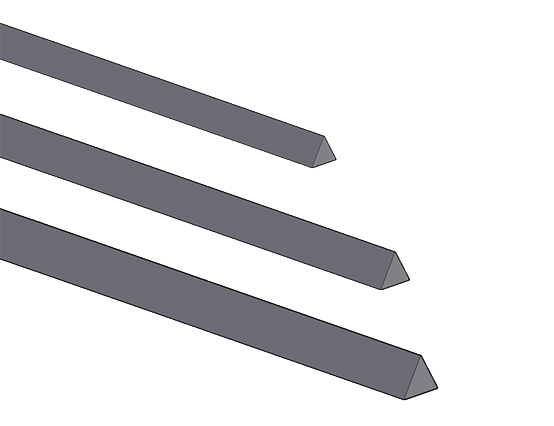
- Zkosení 45 stupňů: Nejběžnější úhel ve stavebnictví a truhlářství. Vytváří stejně dlouhé zkosené plochy a symetricky rozděluje napětí na hraně. Používá se v rozích betonového bednění, hranách schodů a okrajích panelů.
- 30stupňové zkosení: Vytváří delší, mělčí zkosení – preferováno tam, kde estetika vyžaduje jemný přechod spíše než výraznou šikmou plochu. Běžné ve špičkovém truhlářském a architektonickém betonu.
- 60stupňové zkosení: Strmější řez, který ubírá více materiálu. Používá se, když je potřeba vůle pro mechanické součásti nebo když je záměrem návrhu hlubší stínová linie.
- Vlastní úhly (15–75 stupňů): Určeno pro průmyslové nástroje, přesné obráběné díly a speciální architektonické profily.
Hloubka zkosení a její strukturální důsledky
Hloubka se měří jako vzdálenost od původního rohu k začátku plochy zkosení. V betonovém bednění a Zkosená lišta 10 mm × 10 mm (10 mm hloubka, 10 mm šířka) je průmyslový standard pro rohy sloupů a hrany desek. U jemného pohledového betonu, kde je preferován minimální úběr materiálu, se objevují mělčí zkosení 5 mm × 5 mm. Hlubší zkosení 20 mm × 20 mm nebo větší se používá v těžkém stavebnictví – mostní opěry, opěrné zdi a prefabrikované nosníky – kde zkosení slouží také k vedení vyrovnání bednění při montáži.
Důležitý je také substrát. Beton ve standardních poměrech směsi (pevnost v tlaku 25–40 MPa) spolehlivě drží zkosenou hranu, když je zkosený pás během lití řádně utěsněn. Slabší směsi pod 20 MPa jsou náchylné k odlupování hran i při přítomném zkosení, proto specifikátory kombinující Gumové magnetické zkosení pásy s kontrolovanou kvalitou odlévání konzistentně vykazují méně defektů po páskování než ty, které používají tuhé PVC ve stejné směsi.
Kategorie materiálů pro zkosené hrany: Přímé srovnání
Pět hlavních kategorií materiálů pokrývá většinu aplikací se zkosenými hranami ve stavebnictví, výrobě a dokončování. Každý z nich má odlišný výkonnostní profil.
| Materiál | Znovupoužitelnost | Způsob instalace | Odolnost proti vlhkosti | Kvalita okrajů | Obvyklá cena za metr |
|---|---|---|---|---|---|
| Gumové magnetické zkosení | Vysoká (50–100 cyklů) | Magnetická přilnavost k ocelovému bednění | Výborně | Velmi čisté, minimum dutin | $ 3 – $ 8 |
| Pevné PVC | Nízké (typické na jedno použití) | Přibité nebo přilepené | Dobře | Dobře, nail holes visible | 0,80 – 2 USD |
| hliník | Střední (5–15 cyklů) | Šroubované nebo upnuté | Velmi dobré | Dobře, screw marks possible | $ 4 – $ 12 |
| Pěna/polyuretan | Nízká (na jedno použití) | Lepicí páska nebo lepidlo | Špatné až střední | Střední, náchylný k trhání | 0,50 – 1,50 USD |
| Dřevo/MDF | Velmi nízké | Přibitý | Chudák | Variabilní, riziko otoku | 0,40–1,20 USD |
Výše uvedené ceny za metr odrážejí pouze náklady na suroviny. Když jsou vypočítány celkové náklady projektu včetně instalační práce, doby odizolování, likvidace odpadu a přepracování od okrajových defektů, Gumové magnetické zkosení systems consistently show a lower total cost per use after the third or fourth reuse cycle . U velkých projektů prefabrikovaného betonu s 500 nebo více lineárními metry zkosených hran na výrobní sérii může rozdíl dosáhnout 4 000 až 9 000 USD v ušetřených nákladech na materiál a práci za měsíc.
Gumové magnetické zkosení: How It Works and Where It Excels
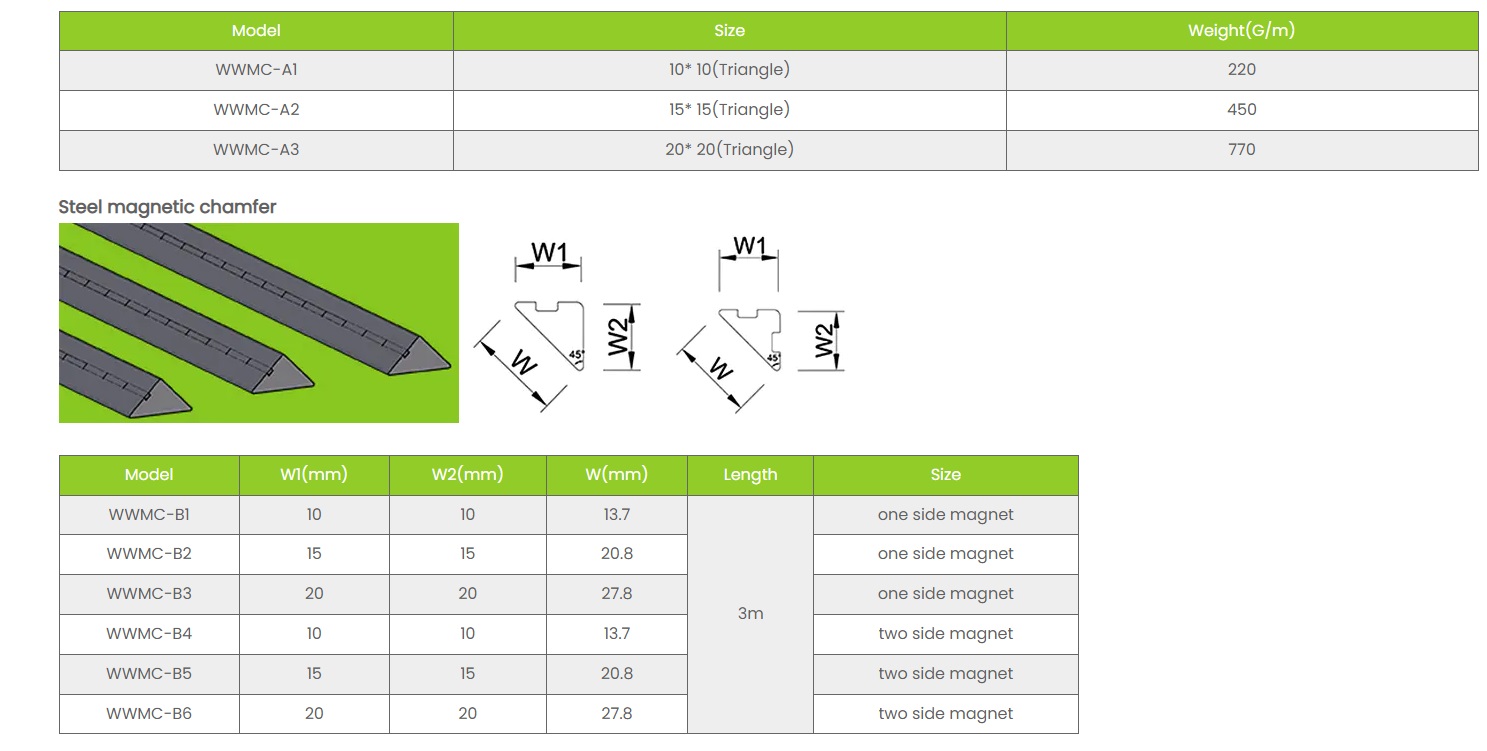
Gumový magnetický proužek zkosení je kompozitní produkt: pružné pryžové tělo (typicky EPDM nebo neopren) s proužkem materiálu s permanentním magnetem zapuštěným podél jeho základny. Magnet drží pás pevně na ocelovém nebo železném bednění bez hřebíků, šroubů, lepicí pásky nebo svorek. Pryžové tělo se mírně ohýbá, aby se přizpůsobilo menším povrchovým nerovnostem na bednění, což eliminuje malé mezery na základně zkosení, které způsobují prosakování betonu a dutiny v okrajích u instalací z tuhého PVC.
Magnetická přídržná síla a proč na ní záleží v praxi
Zabudovaný magnet ve standardu Gumové magnetické zkosení pásek vytváří přídržnou sílu v rozsahu 3–8 kg na lineární decimetr v závislosti na velikosti pásku a kvalitě magnetu. Pro typický zkosený pás o rozměrech 10 mm × 10 mm to znamená, že délka 1 metru vyvine přibližně 30–50 kg celkové magnetické adheze k ocelové ploše bednění. Vibrace betonu během ukládání generují ve standardních aplikacích boční síly hluboko pod touto prahovou hodnotou, takže pás zůstává nehybný po celou dobu lití bez jakéhokoli dodatečného upevnění.
To je důležité, protože pohyb zkoseného pásu během vibrací je jednou z nejčastějších příčin okrajových defektů u prefabrikátů a betonu na místě. Dokonce i posun o 1–2 mm během vibrací vytváří viditelnou nepravidelnost v dokončené zkosené hraně – chyba, která vyžaduje broušení nebo záplatu, než může být prvek přijat. Zprávy z terénu od výrobců prefabrikovaných betonů v Německu a Nizozemsku dokumentují 60–75% snížení výskytu okrajových vad po přechodu z přibitého PVC na magnetické pryžové srážecí lišty na ocelových bednicích.
Odizolovací výkon a kvalita povrchu
Po vytvrzení betonu a odbednění se pryžová magnetická srážecí hrana čistě odloupne od ocelové bednění i od povrchu betonu. Přirozená pružnost pryže ve většině případů umožňuje uvolnění bez použití nářadí – pracovník jednoduše uchopí jeden konec a odloupne proužek podél jeho délky. Zkosená hrana v betonu je ponechána s hladkým, dobře definovaným povrchem, který nevyžaduje žádné další úpravy v architektonických aplikacích.
Porovnejte to s přibitými PVC pásy, které se musí odtrhnout – proces, který často poškozuje jak PVC (učiní jej nepoužitelným opakovaně), tak betonovou hranu (způsobuje drobné odlupování v místech otvorů po hřebících). Dřevěné zkosené lišty jsou často zničeny během odbedňování a musí být likvidovány jako odpad. Magnetický pryžový proužek, jakmile se odloupne, může být otřen a okamžitě přemístěn na další nalití.
Teplotní rozsah a vliv prostředí
Pryžové magnetické zkosení na bázi EPDM si zachovávají flexibilitu a magnetický výkon v teplotním rozsahu přibližně -30 °C až 120 °C . Díky tomu jsou vhodné pro venkovní zimní lití v chladném klimatu (kde se PVC během instalace stává křehkým a náchylným k praskání), stejně jako pro vyhřívané vytvrzovací komory používané při zrychlené výrobě prefabrikátů. Neoprenové formulace nabízejí mírně nižší teplotní rozsah, ale lepší odolnost vůči olejům a určitým rozpouštědlům, díky čemuž jsou preferovány v průmyslových závodech na výrobu prefabrikátů, kde se používají separační prostředky s obsahem rozpouštědel.
Aplikace, kde zkosené hrany poskytují měřitelné výsledky
Zkosená hrana není produkt na jedno použití. Stejný princip – zkosení rohu za účelem odstranění bodu koncentrace napětí a zlepšení povrchové úpravy – platí napříč průmyslovými odvětvími od stavebnictví po výrobu nábytku. Následující aplikace představují případy použití s nejvyšším objemem.
Prefabrikované betonové prvky
Výroba prefabrikovaného betonu je celosvětově největší aplikací pro zkosené hrany. Stěnové panely, podlahové desky, trámy, sloupy a schodišťové jednotky vyžadují zkosené rohy pro bezpečnou manipulaci, čisté stohování a finální estetiku. Standardní prefabrikovaný stěnový panel o rozměrech 3 m × 6 m má přibližně 18 lineárních metrů zkosených hran. Při rychlosti výroby 20 panelů za den projde jediný závod denně 360 metrů zkoseného pásu.
Při tomto objemu je opětovná použitelnost Gumové magnetické zkosení pásů se stává ekonomicky rozhodující. Vysoce kvalitní magnetický pryžový pásek určený pro 80 výrobních cyklů snižuje spotřebu surovin o faktor 80 ve srovnání s alternativami na jedno použití. Pro závod provozující 360 metrů zkosení denně může přechod z jednorázového PVC na opakovaně použitelné magnetické pryžové zkosovací pásy snížit roční náklady na materiál na zkosené produkty. 18 000 – 45 000 USD v závislosti na velikosti pásu a místní ceně materiálu .
Architektonický beton na místě
Pohledový beton v architektonických aplikacích – fasádách, vnitřních stěnách, schodištích a zakázkových konstrukčních prvcích – vyžaduje kvalitu se zkosenými hranami, o jejichž dosažení standardní praxe na stavbách má potíže. Pevné PVC přibité k dřevěnému bednění vytváří zkosení se stíny po hřebících, mírné zvlnění způsobené zakřivením desky a občasné stékající čáry na základně pásu. Magnetické pryžové srážecí pásy na ocelových nosných deskách odstraňují všechny tři vady tím, že se přesně přizpůsobí povrchu formy a utěsní se proti němu bez mechanických upevňovacích prvků.
Specifikace architektonického betonu v Evropě stále častěji citují SCC (samozhutnitelný beton) uložený při sesuvu 200–250 mm , směs, která vyvíjí vyšší boční tlak na bednění a je citlivější na jakoukoli mezeru ve spodní části zkosených pásů. Pryžové magnetické zkosené pásy předčí tuhé alternativy v těchto konzistencích směsi, protože pružná pryžová základna těsní pod zvýšeným hydrostatickým tlakem, spíše než aby se od ní zvedala.
Instalace dlaždic a kamene
Při práci s dlaždicemi a kamenem se zkosenými hranami rozumí profilované hliníkové nebo nerezové ozdobné lišty instalované na obvodech dlaždic, hranách stupňů a přechodech mezi podlahovými materiály. Tyto pásky chrání hranu dlaždice před odštípnutím – což je zvláště běžný způsob selhání u porcelánových dlaždic, které jsou v exponovaných rozích velmi křehké. Zkosený profil lemování dlaždic s 45stupňovou plochou absorbuje boční nárazy a rozděluje je přes maltové lože, spíše než aby je soustředil v rohu dlaždice.
Nerezové zkosené hrany v komerčním prostředí (letiště, nemocnice, maloobchod) jsou dimenzovány pro zatížení chodci přesahující 500 kg/m² bez deformace. Hliníkové profily v obytném prostředí zvládají standardní zatížení adekvátně za nižší cenu. Volba mezi povrchovou úpravou frézováním, kartáčováním a eloxováním ovlivňuje jak odolnost, tak četnost údržby – kartáčovaná nerezová ocel skrývá drobné škrábance a je dominantní specifikací pro veřejné prostory s vysokou návštěvností.
Dřevozpracující a panelové výrobky
Při výrobě nábytku a truhlářství se zkosené hrany aplikují na MDF, překližku a panely z masivního dřeva pomocí fréz nebo speciálních strojů na olepování hran. Zkosení 2 mm × 45 stupňů na hranách dvířek skříněk je standardním detailem, díky kterému vypadá sériově vyráběný nábytek rafinovaněji, aniž by se výrazně zvýšily náklady. Při velkoobjemové výrobě poskytuje automatizované srážení hran konzistentní výsledky při rychlostech 20–40 metrů za minutu na moderních CNC linkách na olepování hran.
Zkosení hran z masivního dřeva na nábytkových nohách, deskách stolů a rámech dveří se obvykle řeže srážecím hrotem ve stolní frézce nebo přípravku stolní pily. Funkční přínos – eliminace ostrých hran, které by se jinak odštíply nebo roztříštily – je druhořadý ve srovnání s vizuálním přínosem rafinovaného, promyšleného detailu hran, který se čte spíše jako řemeslo než jako účelnost.
Osvědčené postupy pro montáž zkosených hran v betonovém bednění
Kvalita instalace určuje kvalitu hran. Následující postupy se vztahují na zkosené hrany v betonových aplikacích – nejnáročnější kontext z hlediska požadavků na přesnost, tlak a povrchovou úpravu.
Příprava povrchu před umístěním pásu
Panely ocelového bednění musí být před umístěním jakéhokoli zkoseného pásu čisté, ploché a lehce naolejované vhodným separačním prostředkem. Zbytky betonu z předchozích lití, které zůstaly na povrchu panelu, vytvářejí vyvýšené body, které zabraňují tomu, aby zkosený pás dosedl do jedné roviny – hlavní příčina stékajících čar a dutin na hranách zmíněných dříve. pro Gumové magnetické zkosení U pásků je magnetická přídržná síla úměrně snížena o jakoukoli mezeru mezi základnou magnetu pásku a ocelovým panelem, takže čistota povrchu přímo ovlivňuje jak bezpečnost držení, tak kvalitu vyrobené hrany.
Praktický postup čištění ocelových bednících stolů: zbytky betonu drátěným kartáčem ihned po odbednění (než zcela ztvrdne), otřete vlhkým hadříkem, naneste tenkou vrstvu separačního prostředku a před dalším pokládáním pásu nechte zaschnout. To přidává přibližně 5–8 minut na panel k cyklu, ale výrazně snižuje četnost okrajových vad.
Umístění a zarovnání
Pásy zkosení by měly být umístěny tak, aby jejich vrchol (nejvzdálenější roh profilu zkosení) byl přesně zarovnán s plánovanou rohovou linií hotového betonového prvku. U magnetických pryžových pásů na ocelových formách je toto zarovnání udržováno magnetem – po umístění pásek neklouže, pokud se úmyslně nepohne. U přibitých pásů je nutné po přibití zkontrolovat zarovnání pomocí rovné hrany, protože síly při přibíjení mohou pás mírně posunout z jeho zamýšlené polohy.
Na spojích mezi délkami zkosených pásů – kde jeden pás končí a další začíná – musí být konce čistě seříznuty pod úhlem 90 stupňů a těsně spojeny. Mezera dokonce 1–2 mm na spoji pásu vytvoří v tomto místě betonové žebro, které po odbednění vyžaduje broušení. Na dlouhých tratích přesahujících 3 metry může malá tepelná roztažnost pásů během vytvrzování mírně otevřít tupé spoje; Specifikace pásů s lisovanými koncovými profily nebo použití tenkých silikonových kuliček na spojích tomu zabrání.
Protokoly uložení betonu a vibrací
Vnitřní vibrace by neměly být aplikovány přímo proti nebo bezprostředně vedle zkosených pásů. Hlava vibrátoru by měla být vložena alespoň 150 mm od jakéhokoli pásu a posouvána v systematickém mřížkovém vzoru přes oblast lití. Převibrování v blízkosti zkosených proužků – zejména pružných pryžových proužků – může způsobit, že se proužek lokálně odlepí od tvarové plochy, pokud frekvence vibrací rezonuje s hmotou proužku a přídržnou silou magnetu.
pro Gumové magnetické zkosení V kontrolovaných testech bylo prokázáno, že vibrace na standardních frekvencích (50–200 Hz) do 150 mm od proužku nevytvářejí žádné měřitelné posunutí za předpokladu, že magnetická přídržná síla odpovídá specifikaci výrobce. Použití poddimenzovaných pásů na daném rozměru tvářecí plochy – například pásek 5 mm × 5 mm na výlisku, u kterého se očekává, že dosáhne hloubky 1,5 m – snižuje přídržnou sílu na jednotku plochy a zvyšuje riziko posunutí během vibrací.
Sekvence stripování a obnova stripu
promwork should not be stripped until the concrete has reached sufficient strength to resist edge damage — typically at least 70% of design strength, which at standard temperatures (20°C) corresponds to approximately 18–24 hours for standard mixes. Early stripping at lower strengths produces chamfered edges that crumble or chip, negating the entire purpose of the chamfer.
Při odstraňování zkosení pásků magnetické pryže je správnou technikou začít na jednom konci, pásek pevně uchopit a odloupnout v ostrém úhlu (přibližně 30–45 stupňů) k líci formuláře. Vytažením pod úhlem 90 stupňů (přímo z obličeje) se magnet umístí do jeho nejsilnější orientace a vyžaduje větší sílu, než je nutné. Odlupování pod úhlem postupně přerušuje magnetický kontakt a vyžaduje mnohem méně úsilí. Po zotavení by měly být pásy zkontrolovány na trhliny, deformace nebo adhezi betonu, očištěny a uloženy naplocho, aby se zabránilo trvalému ohýbání.
Výběr správného produktu se zkosenou hranou: Rozhodovací kritéria
Výběr produktu se zkosenou hranou zahrnuje vážení více faktorů současně. Následující rámec pokrývá kritéria, která jsou v praxi nejdůležitější.
promwork Type Compatibility
Gumové magnetické zkosení pásy jsou vhodné pouze tam, kde je čelo bednění feromagnetické – typicky konstrukční ocel nebo železo. Nepřilnou k hliníkovým formám, dřevěným formám nebo FRP (plastům vyztuženým vlákny). Pokud je váš bednicí systém na bázi hliníku nebo dřeva, jsou vhodnou volbou pevné PVC nebo hliníkové srážecí pásy upevněné mechanicky. Pokud váš provoz používá ocelové bednicí stoly (jak je standardem v evropských továrnách na výrobu prefabrikátů), je magnetická pryž téměř vždy nejlepší volbou.
Hlasitost a frekvence opětovného použití
Pokud projekt zahrnuje méně než pět použití daného zkosení – jednorázový architektonický kousek nebo malý obytný prostor – nemusí být vyšší počáteční náklady na magnetické pryžové proužky oprávněné. Jednorázové PVC za 0,80 – 2,00 USD za metr je ekonomicky racionální při malých objemech. Při šesti nebo více opakovaných použitích se ekonomika rozhodujícím způsobem posouvá směrem k magnetické gumě, která amortizuje její vyšší počáteční náklady v průběhu cyklů použití.
Požadavky na povrchovou úpravu
pro Class A or architectural finish concrete — where the chamfered edge will be permanently exposed in the finished structure — the additional edge quality delivered by magnetic rubber chamfer strips justifies their use even at lower reuse volumes. Oprava defektů na architektonickém betonu stojí 50–200 USD za metr čtvereční v kvalifikované práci a materiálech; prevence i malého počtu okrajových defektů na jeden cyklus lití se rychle vyplatí za prémiový produkt.
Ohledy na životní prostředí a bezpečnost
Jednorázové zkosené pásky z PVC představují materiálový tok odpadu, který je obtížné a nákladné recyklovat – většina končí na skládce. Na velkém prefabrikátu, který spotřebuje 500 metrů PVC zkoseného pásu za den, dosahuje roční produkce plastového odpadu přibližně 180 kilometrů pásu, tedy zhruba 900 kg PVC . Přechod na opakovaně použitelné magnetické pryžové zkosené pásy téměř úplně eliminuje tento odpadní proud, což je výhoda, která má stále větší váhu ve stavebních projektech s hodnocením udržitelnosti, kde je povinné hlášení odpadu materiálu.
Běžné poruchy zkosených hran a jak jim předcházet
Většina poruch se zkosenými hranami spadá do malého počtu identifikovatelných kategorií. Pochopení hlavní příčiny každého selhání vede přímo k preventivnímu opatření.
- Odvzdušňovací čáry na základně zkosení: Způsobeno mezerou mezi pásem a čelem bednění. Prevence: zajistěte, aby byl povrch formy čistý a rovný; používejte pružné pryžové pásy, které se přizpůsobí menším nerovnostem povrchu; před umístěním proužku naneste separační prostředek.
- Odlupování hran během odizolování: Způsobeno odizolováním před dostatečnou pevností betonu nebo použitím pácích nástrojů přímo proti hraně betonu. Prevence: před odizolováním ověřte minimální pevnost; použijte spíše peelingový pohyb pro gumové proužky než páčení.
- Betonová žebra na spojích pásů: Způsobeno mezerami mezi natupomi proužků. Prevence: konce pásů čistě odřízněte pod úhlem 90 stupňů; použijte kompresní koncové profily nebo utěsněte spoje tenkou silikonovou housenkou.
- Posun pásu během vibrací: Příčinou je umístění vibrátoru příliš blízko k pásu nebo poddimenzované pásy s nedostatečnou přídržnou silou. Prevence: dodržujte minimální vzdálenost 150 mm od pásu; ověřte, že specifikace magnetické přídržné síly odpovídá hloubce lití a tlaku betonu.
- Vlnitost v hotové zkosené hraně: Způsobeno průhybem bednění pod tlakem betonu, deformací pásu nebo silami při přibíjení, které posouvají tuhé pásy během instalace. Prevence: použít dostatečně vyztužené bednění; přepněte na magnetické uchycení, abyste odstranili deformaci hřebíků.
- Trhání gumového proužku během zotavení: Způsobeno tažením pod úhlem 90 stupňů k čelu bednění, spojením betonu s povrchem pásu (obvykle v důsledku selhání separačního činidla) nebo použitím opotřebovaného pásu, který ztratil pružnost. Prevence: kůra při 30–45 stupních; zkontrolovat a vyměnit aplikační protokol uvolňovacího činidla; vytahovací pásy vykazující povrchové praskání nebo ztrátu pružnosti.
Údržba a správa životního cyklu opakovaně použitelných srážecích pásů
Pryžové magnetické zkosené pásky, stejně jako jakýkoli průmyslový výrobek pro opakované použití, vyžadují základní rutinní údržbu a kontrolu, aby bylo dosaženo jmenovitého počtu cyklů opětovného použití. Operátoři, kteří zavádějí tuto rutinu, důsledně uvádějí životnost pásů podle specifikace výrobce nebo vyšší. Ti, kteří tak neučiní – obvykle považují proužky za jednorázové, i když nejsou – vidí předčasná selhání, která narušují ekonomickou výhodu opětovného použití.
Po každém použití
- Pás otřete vlhkým hadříkem, abyste odstranili všechny zbytky betonu, dokud je ještě měkký (do 30 minut po odbednění).
- Zkontrolujte pryžové tělo, zda není natržené, naříznuté nebo deformované podél profilu. Pásy s trhlinami delšími než 10 mm by se neměly používat, aby se zabránilo pronikání betonu přes poškozenou oblast.
- Zkontrolujte konce pásu na deformaci tlakem v místech spojů. Poškozené konce čistě ořízněte, pokud je deformace lokalizována do 20 mm od konce.
- Pásy skladujte ploché nebo stočené (s poloměrem ne menším než 300 mm pro profily 10 mm × 10 mm) v suchém prostředí mimo přímé sluneční záření a zdroje ozónu (elektromotory, svářecí zařízení).
Pravidelná kontrola (každých 10–20 cyklů)
Změřte magnetickou přídržnou sílu pomocí jednoduchého stahovacího měřidla. Proužek, který vykazuje méně než 60 % své původní specifikované přídržné síly, by měl být vyřazen – magnet se buď demagnetizoval (u dobře specifikovaných výrobků vzácné), nebo se pryžové tělo dostatečně deformovalo, aby se zmenšila kontaktní plocha s ocelovou formou. Kvalitně zkontrolujte tvrdost pryžového povrchu stisknutím miniatury: povrch by se měl promáčknout a okamžitě se zotavit. Pryžový povrch, který zůstane vmáčknutý déle než 2–3 sekundy, ztvrdl nad svůj užitečný rozsah a již se nebude přiměřeně přizpůsobovat tvarové ploše.
pro large operations running thousands of meters of Gumové magnetické zkosení pásek, jednoduchý sledovací systém – označení každého pásu počtem výrobních cyklů pomocí značkovače barvy – umožňuje operátorům identifikovat pásy s vysokým cyklem dříve, než selžou v provozu. Tím se zabrání nejnákladnějšímu způsobu selhání: selhání pásu v polovině výroby, což vyžaduje nouzové odizolování, opravu a případně vyřazení betonového prvku.